







CNC Beam Dräidimensional Buermaschinn




| Parameterwäert | ||||||||
| Parameternumm | Eenheet | SWZ400-9 | SWZ1000C | SWZ1250C | ||||
| Ëmfang vunStral Dimensioun | Sektioun Stol | mm | 150*75-400*300 | 150*75-1000*50 | 150*751250*600 | |||
| Déckt | mm | ≤80 | ||||||
| Längt | m | 12m (Konfiguréiert no Clientufro) | 15m (Konfiguréiert no Clientufro) | |||||
| Kuerz Materiallimit | mm | Automatesch Veraarbechtung ≥1500 | Automatesch Veraarbechtung ≥3000 | |||||
| Manuell Veraarbechtung: ≤500 | Manuell Veraarbechtung: 690-3000 | |||||||
| Spindel | Quantitéit | 3 | ||||||
| DRill Lach Reechwäit | Fix Säit, mobil Säit | mm | ∅ 12~ ∅30 | ∅ 12~ ∅26,5 | ||||
| Zwëschenunitéit | mm | ∅12~ ∅40 | ∅12~ ∅33,5 | |||||
| SpindelRPM | r/min | 180~560 | 180-560 | |||||
| Wiesselt de Kaartekapp séier | / | Morse-Konus Lach 4#(Kann änneren) | Morse-Konus Lach 4#(Kann änneren) | |||||
| Axial Schlag | Fix Säit, mobil Säit | mm | 140 | |||||
| Zwëschenunitéit | mm | 325 | 240 | |||||
| Axial Zufuhrgeschwindegkeet | mm/Minutt | 20-300 | ||||||
| Beweegungsdistanz | All Spindel ass an der Richtung vunStrahlLängt | mm | 520 | |||||
| Béid Säite vun der Spindel an der erop- an ënnenrichtung | mm | 35-470 | 35-570 | |||||
| Déi mëttler Eenheet ass a RichtungStrahlBreet | mm | 45-910 | 45-1160 | |||||
| Bearbeitungsgenauegkeet | Feeler vum Ofstand vun ugrenzende Lächer an der Lächergrupp | mm | ≤±0,5 | |||||
| Fehler beim Zoufütteren bannent enger Längt vun 10 m | mm | ≤±1 | ||||||
| EelektreschMotorKraaft | Dräiphasegen Asynchronmotor fir Spindelrotatioun | kW | 4*3 | |||||
| Zwëscheneenheet X-Achs Servomotor | kW | 1.0 | 0,85*2 | |||||
| Z-Achs Servomotor vun der Zwëschenunitéit | kW | 1.5 | 1.3 | |||||
| Fest Säit an mobil Säit X-Achs Servomotor | kW | 1.5 | 1.0 | 0,85 | ||||
| Festsäiteg an mobil Säit Y-Achs Servomotor | kW | 1.5 | 1.5 | 1.3 | ||||
| Dreiphasigen Asynchronmotor fir de Beweegungswagon | kW | 4 | 0,55 | 0,55 | ||||
| Iwwerdimensional | mm | 4,4*1,4*2,7 | 4,4*2,4*3,5 | 4,8*2,4*3,3 | ||||
| HaaptmaschinnGewiicht | kg | 4300 | 6000 | 7000 | ||||
1. D'Maschinn ass eng Rahmenstruktur, déi aus héichwäertege Stol geschweesst ass. D'Stolrohr gëtt op der Plaz duerch grouss Spannungen verstäerkt. Nom Schweessen gëtt eng Hëtztalterung duerchgefouert fir d'Stabilitéit vum Bett ze verbesseren.


2. Et ginn 3 CNC-Schlitten, 6 CNC-Achsen op all Schlitt, an 2 CNC-Achsen op all Schlitt. All CNC-Achs gëtt vun enger präziser linearer Rollféierung geleet an vun engem AC-Servomotor a Kugelschrauf ugedriwwen. D'Lächer op der selwechter Sektioun vum Träger kënnen zur selwechter Zäit veraarbecht ginn, wat d'Positionéierungsgenauegkeet an d'Effizienz vun de Lächer an der Lächergrupp däitlech verbessert.
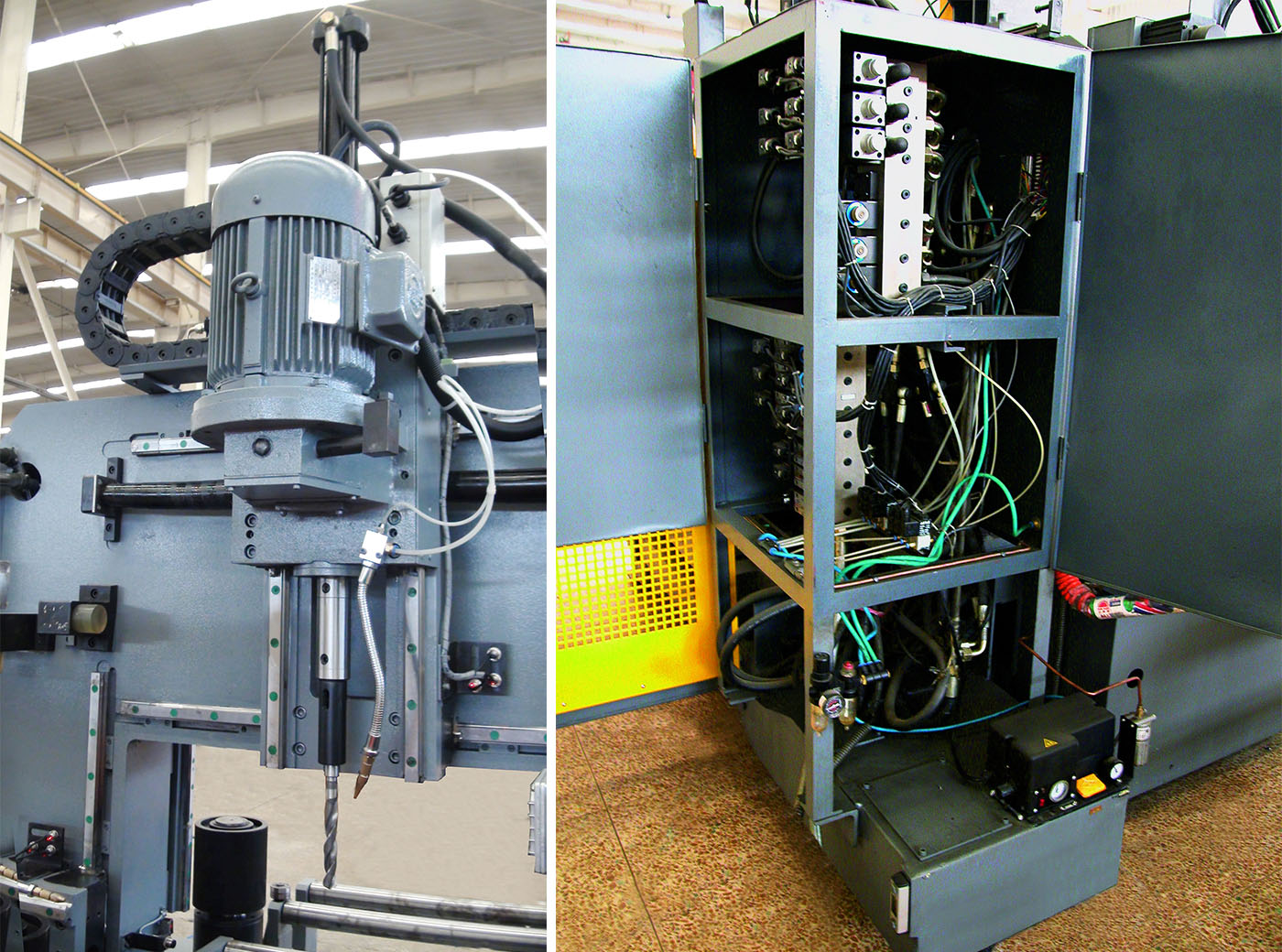
3. Dräi automatesch gesteiert Buerkraaftkäpp sinn jeeweileg op dräi CNC-Schiebeblöcke fir horizontal a vertikal Buerung installéiert. Déi dräi Buerkraaftkäpp kënnen onofhängeg oder gläichzäiteg funktionéieren.
4. D'Spindelgeschwindegkeet vun all Buerkapp gëtt duerch e Frequenzwandler kontrolléiert a stufenlos agestallt; d'Zufuhrgeschwindegkeet gëtt stufenlos duerch e Geschwindegkeetsreguléierungsventil agestallt, dat séier an engem grousse Beräich jee no Material vum Träger an Duerchmiesser vum Buerlach agestallt ka ginn.
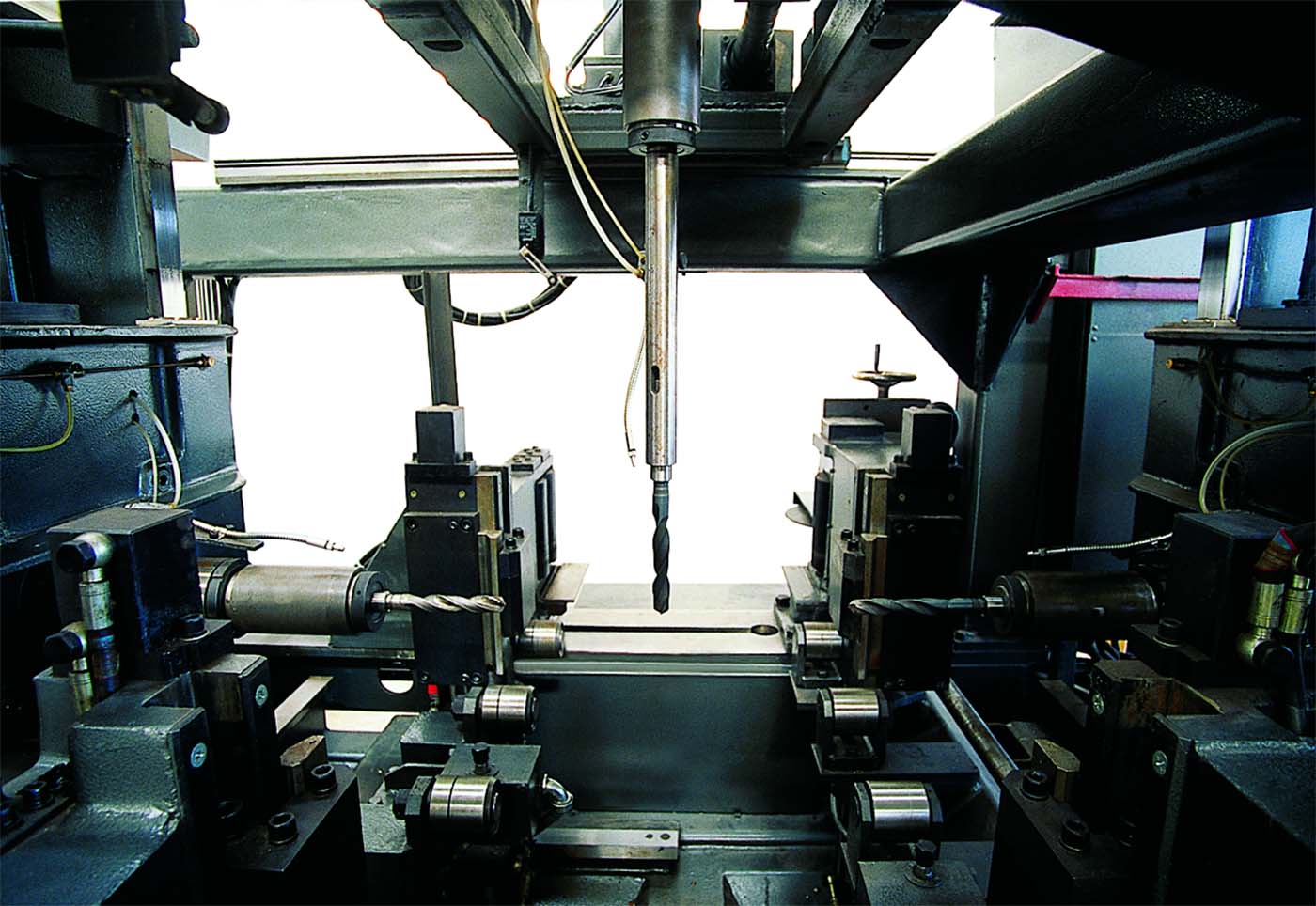
5. De Balken gëtt duerch en hydraulesche Spannmechanismus fixéiert.
6. D'Maschinn ass mat engem Detektiounsapparat vun der Breet vum Balken an der Héicht vum Netz ausgestatt, wat automatesch de Bearbeitungsfehler kompenséiere kann, deen duerch den onregelméissegen Ëmriss vum Material verursaacht gëtt, an d'Bearbeitungsgenauegkeet verbesseren kann.
7. D'Maschinn ass mat engem fortgeschrattene Killsystem ausgestatt, wat d'Virdeeler vun engem manneren Killmëttelverbrauch, Käschtespueren a manner Verschleiung vun de Bitze huet.
| NEE. | Numm | Mark | Land |
| 1 | LInear-Führungsschinn | Hiwin/CSK | Taiwan (China) |
| 2 | Elektromagnetescht hydraulescht Ventil | Atos/Yukucken | Italien/Japan |
| 3 | Hydraulesch Pompel | Justmark | Taiwan (China) |
| 4 | SErvomotor | Panasonics | Japan |
| 5 | Servo-Undriff | Panasonics | Japan |
| 6 | PLC | Mitsubishi | Japan |
| 7 | Spraykillpompel | Bijur | USA |
| 8 | Flexibel Verlängerungsdüse | Bijur | USA |
| 9 | Pneumatescht Magnetventil | Airtac | Taiwan (China) |
| 10 | Zentraliséiert Schmierung | Herg/Bijur | Japan/USA |
| 11 | CComputer | Lenovo | China |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 
Produktkategorien
-

SWZ1250C FINCM Strukturbuerung H-Beam Veraarbechtung...
-

BHD1206A/3 FINCM U-Kanal Stolstruktur CNC ...
-

SWZ400/9 CNC Multispindelbuermaschinn fir...
-

BD200E CNC-Buermaschinn fir Träger
-

BHD1005A/3 FINCM CNC Dräisäiteg Héichgeschwindegkeetsbuer...
-

BHD700/3 FINCM Stahl H-Träger Struktur Automatisatioun...