








CNC Hydraulik Stanz- a Buermaschinn




| NEE. | Artikel | PParameter | |||||||
| PP(D)103B | PP123 | PPHD123 | PP153 | PPHD153 | |||||
| 1 | Maximal Stanzkraaft | 1000KN | 1200KN | 1500KN | |||||
| 2 | Maximal Gréisst vunPlack | 775*1500mm | 800*1500mm | 775*1500mm | 800*1500mm | ||||
| 3 | Déckt vunPlack | 5-25mm | |||||||
| 4 | Max. Stanzdurchmesser | φ25,5 mm (16Mn, 20mm Déckt, Q235, 25mm Déckt) | Φ30mm | ||||||
| 5 | NUmbravun der Statioun | 3 | |||||||
| 6 | Min. Distanz tëscht Lach a Plackenkant | 25mm | 30mm | ||||||
| 7 | Max.MarkéierenKraaft | 800kN | 1000KN | 800KN | 1200KN | ||||
| 8 | Zuelan Dimensioun vum Charakter | 10 (14*10mm) | 16 (14 * 10 mm) | 10 (14×10mm) | |||||
| 9 | Buerduerchmiesser (Spiralbuer aus Schnellstahl) (Mat Buerfunktioun) | φ16 ~ φ50mm(PPD103B) | φ16 ~ φ40mm | φ16 ~ φ40mm | |||||
| 10 | Rotatiounsgeschwindegkeet vun der Buerspindel (mat Buerfunktioun) | 120-560 U/min(PPD103B)) | 3000r/min | 120-560 U/min | |||||
| 11 | Motorleistung vun der hydraulescher Pompel | 15 kW | 22 kW | 15 kW | 45 kW | ||||
| 12 | D'Leeschtung vum Servomotor vun den X- an Y-Achsen (Äxten) | 2*2kw | |||||||
| 13 | D'Drockloftkraaft × d'Entladungsquantitéit | 0,5 MPa × 0,1 m3/Minutt | |||||||
| 14 | Gesamtdimensioun | 3100*2988*2720mm | 3,6*3,2*2,3m | 3,65*2,7*2,35mm | 3,62*3,72*2,4m | ||||
| 15 | Nettogewiicht | Aongeféier 6500 kg | Ongeféier 8200 kg | Aongeféier 9500 kg | Aongeféier 12000 kg | ||||
1. Mat dräi Positiounen fir d'Stempel kënnen dräi Sätz vu Stempel installéiert ginn, fir Lächer mat dräi verschiddenen Duerchmiesser op der Plack ze stänzen, oder nëmmen zwee Sätz vu Stempel an eng Zeechenkëscht kënnen installéiert ginn, fir Lächer mat zwee verschiddenen Duerchmiesser ze stänzen a Zeechen ze markéieren.
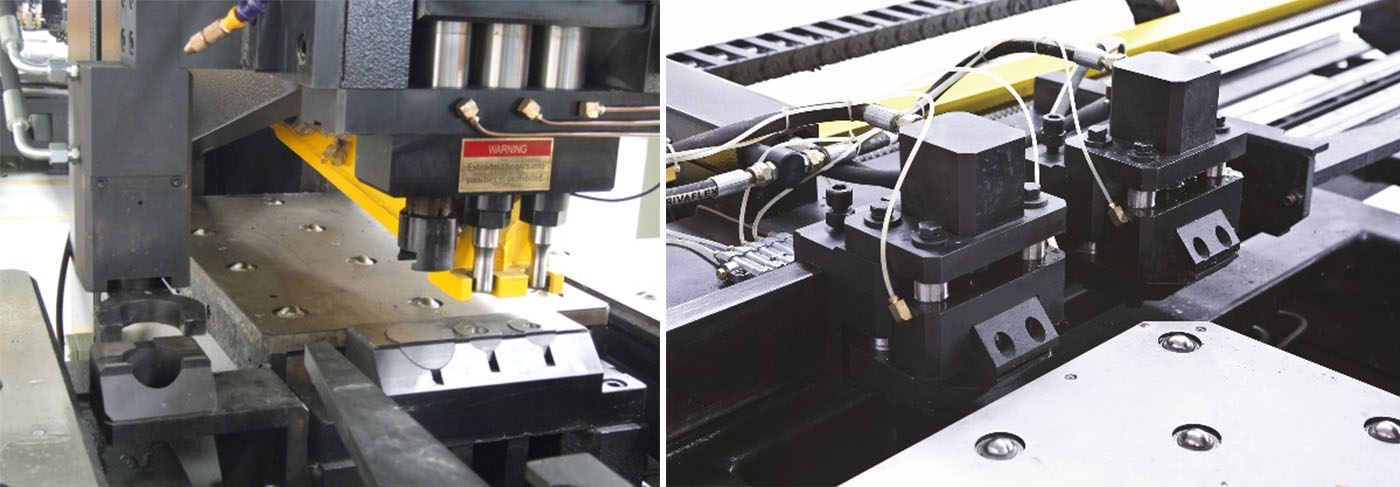
Stanzen-Stanzform
Hydraulesch Spannung
2. D'Bett vun der schwéierer Maschinn benotzt eng Schweessstruktur aus héichwäertegem Stahlblech. Nom Schweessen gëtt d'Uewerfläch ugestrach, sou datt d'Uewerflächenqualitéit an d'Rostschutzbeständegkeet vun der Stahlblech verbessert ginn.

3. D'Maschinn huet zwou CNC-Achsen: d'x-Achs ass déi lénks a riets Bewegung vun der Klemm, d'y-Achs ass déi viischt an hënnescht Bewegung vun der Klemm, an déi héichstarr CNC-Aarbechtsbank garantéiert d'Zouverlässegkeet an d'Genauegkeet vun der Fudderung.
4. D'Maschinn gëtt duerch d'Kombinatioun vun zentraler Schmierung an dezentraler Schmierung geschmiert, sou datt d'Maschinn all Kéier a guddem Aarbechtszoustand ass.

5. Den NC-Aarbechtsdësch vun der beweeglecher Plack ass direkt um Fundament fixéiert, an den Aarbechtsdësch ass mat enger universeller Förderkugel ausgestatt, déi d'Virdeeler vun engem klenge Widderstand, engem gerénge Kaméidi an einfacher Ënnerhalt huet.

6. D'Plack gëtt vun zwou staarken hydraulesche Klemmen festgeklemmt, a si kann séier geréckelt a positionéiert ginn.
7. De Computer benotzt eng englesch Interface, déi fir allgemeng Benotzer einfach ze beherrschen ass. En ass einfach ze programméieren.
| NEE. | Numm | Mark | Land |
| 1 | LInear-Führungsschinn | HIWIN/PMI | Taiwan (China) |
| 2 | Uelegpompel | Albert | USA |
| 3 | Elektromagnetescht Entlastungsventil | Atos | Italien |
| 4 | Elektromagnetescht Entluedungsventil | Atos | Italien |
| 5 | Magnetventil | Atos | Italien |
| 6 | Eenwegsdrosselventil | Atos | Italien |
| 7 | P-Port Drosselventil | JUSTMARK | Taiwan (China) |
| 8 | P-Port-Kontrollventil | JUSTMARK | Taiwan (China) |
| 9 | Hydraulescht Kontrollventil | JUSTMARK | Taiwan (China) |
| 10 | Drag Chain | JFLO | China |
| 11 | Loftventil | CKD/SMC | Japan |
| 12 | Konfluenz | CKD/SMC | Japan |
| 13 | Zylinder | CKD/SMC | Japan |
| 14 | FRL | CKD/SMC | Japan |
| 15 | Wiesselstroum-Servomotor | Panasonics | Japan |
| 16 | PLC | Mitsubishi | Japan |



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 
Produktkategorien
-

PPHD123 CNC hydraulesch Pressplackenstanzung a ...
-

PP153 CNC hydraulesch Pressplacken-Stanzmaschinn
-

PH1610A CNC Héichgeschwindegkeetsbuermaschinn vu Sheet ...
-

PP123 Automatesch CNC hydraulesch Stanzmaschinn ...
-

PPHD153 Cnc hydraulesch Pressplack Buer- a ...
-

PP103B CNC Stolkonstruktiounsplack hydraulesch P...