







PD16C Duebel Dëschportal Mobil CNC Plackebuermaschinn




| Artikel | Parameternumm | Parameterwäert |
| TellerGréisst | TellerIwwerlappungsdicke | Max.80mm |
| Breet * Längt | 1000mm×1650mm 1 Stéck | |
| 825mm×1000mm 2 Stéck | ||
| 500mm×825mm 3 Stéck | ||
| Buerduerchmiesser | Φ12mm-Φ50mm | |
| Method vun der variabler Geschwindegkeet | Inverter stufenlos Geschwindegkeetsännerung | |
| Rotatiounsgeschwindegkeet(RPM) | 120-560 U/Min | |
| Veraarbechtung vu Feed | Hydraulesch stufenlos Geschwindegkeetsreguléierung | |
| TellerKlemmung | Klemmdicke | 15-80mm |
| Zuel vun de Spannzylinderen | 12个 | |
| Spannkraaft | 7,5 KN | |
| Motor | Spindelmotor | 5,5 kW |
| Hydraulikpompelmotor | 2,2 kW | |
| Spantransportmotor | 0,4 kW | |
| Killpompelmotor | 0,25 kW | |
| X-Achs Servomotor | 1,5 kW | |
| Y-Achs Servomotor | 1,0 kW | |
| Maschinngréisst | Längt*Breet*Héichtt | ongeféier3160*3900*2780mm |
| Wight | Maschinn | ongeféier 4000 kg |
| Chip Entfernungssystem | ongeféier 400 kg | |
| Schlaganfall | X-Achs | 1650mm |
| Y-Achs | 1000mm |
1. Dës Maschinn besteet haaptsächlech aus engem Bett, engem Portal, engem Transpositiounsdësch (Duebeldësch), engem Buerkraaftkapp, engem hydraulesche System, engem Kontrollsystem, engem zentraliséierte Schmiersystem, engem Spanentfernungssystem, engem Killsystem, engem Schnellwechselfutter, etc.
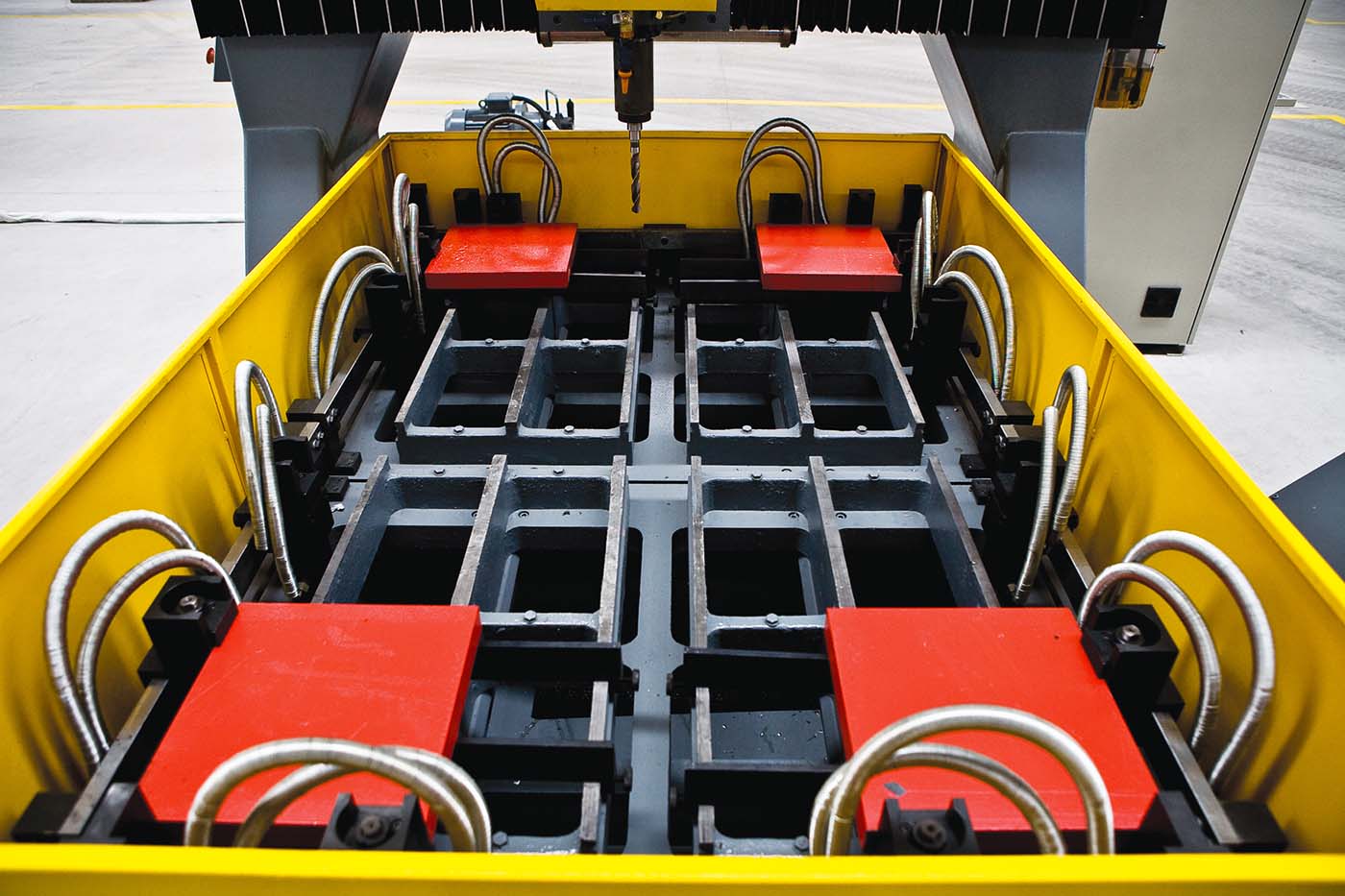
2. Dës Maschinn huet d'Form vun engem fixe Bett an engem beweegleche Portal. De Portal, d'Bett an den Aarbechtsdësch sinn all geschweesst Strukturen, an no der Alterungsbehandlung ass d'Genauegkeet stabil. D'Plack gëtt mat hydraulesche Klemmen festgeklemmt, an de Bedreiwer gëtt mat engem Foussschalter gesteiert, wat praktesch an arbeitsspuerend ass;


3. Dës Maschinn huet 2 CNC-Achsen: d'Bewegung vum Gantry (x-Achs); d'Bewegung vum Buerkraaftkapp um Gantrybalken (y-Achs). All CNC-Achs gëtt vun enger präziser linearer Rollféierung geféiert, déi direkt vun engem AC-Servomotor + Kugelschrauf ugedriwwe gëtt. Flexibel Bewegung a präzis Positionéierung.
4. Den hydrauleschen automatesche Kontrollbuerkapp ass eng patentéiert Technologie vun eiser Firma. Et ass net néideg, Parameteren virum Gebrauch anzestellen, an d'Ëmstellung tëscht Schnellvirgang, Aarbechtsvirgang a Schnellréckgang gëtt automatesch duerch déi kombinéiert Aktioun vun der elektrohydraulescher Bewegung realiséiert.
5. Dës Maschinn benotzt e zentraliséiert Schmiersystem amplaz vun engem manuelle Betrib, fir sécherzestellen, datt déi funktionell Deeler gutt geschmiert sinn, d'Leeschtung vun der Maschinn ze verbesseren an hir Liewensdauer ze verlängeren.
6. De Kontrollprogramm benotzt déi iewescht Computerprogramméierungssoftware, déi mam programméierbare Controller zesummegepasst ass, deen onofhängeg vun eiser Firma entwéckelt gouf.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 





