






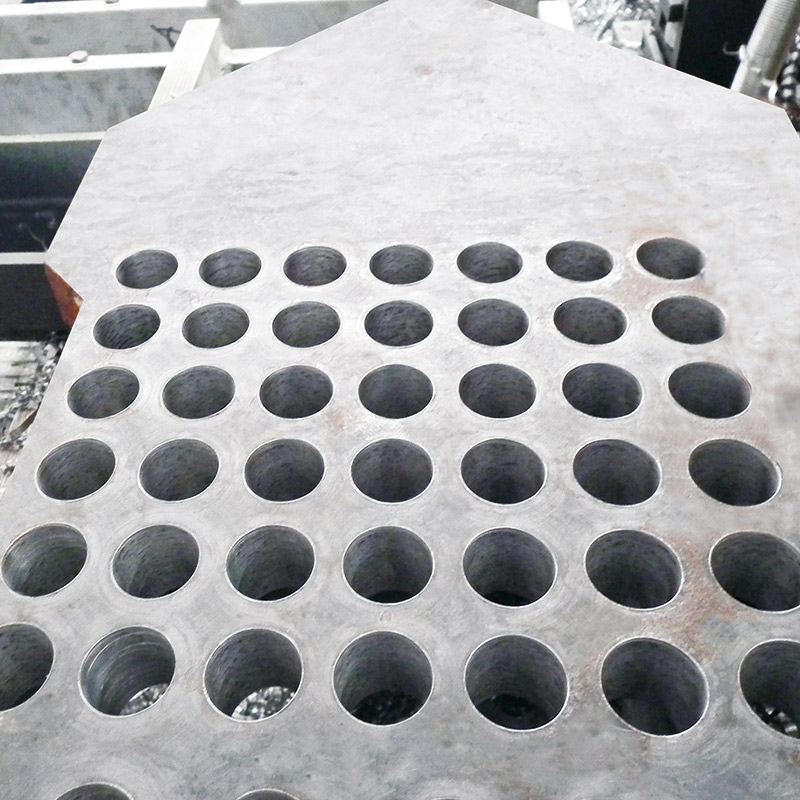
PHD2020C CNC-Buermaschinn fir Stolplacken




| Maximal BearbechtungMaterialGréisst | Duerchmiesser | φ2000mm |
| Teller | 2000 x 2000mm | |
| Maximal veraarbechte Plackendicke | 100 mm | |
| Aarbechtsbank | T-Nut Breet | 22 mm |
| Buerkraaftkapp | Maximalen Buerdurchmesser vun engem Schnellstahl-Spiralbuer | φ50 mm |
| Maximalen Buerdurchmesser vun engem Hartmetallbuer | φ40 mm | |
| Maximalen Duerchmiesser vun der Fräsmaschinn | φ20mm | |
| Spindelkonus | BT50 | |
| Haaptmotorleistung | 22 kW | |
| Maximalt Spindeldrehmoment ≤750r/min | 280 Nm | |
| Distanz vun der ënneschter Säit vun derSpindelop den Aarbechtsdësch | 250—600 mm | |
| Längsbewegung vum Gantry (x-Achs) | MaximalStRausch | 2050 mm |
| Beweegungsgeschwindegkeet vun der X-Achs | 0—8 m/Minutt | |
| X-Achs Servomotorleistung | Ongeféier 2×1,5 kW | |
| Lateral Beweegung vum Kraaftkapp(Y-Achs) | Maximal Schlag vum Kraaftkopf | 2050mm |
| Y-Achs Servomotorleistung | Ongeféier 1,5 kW | |
| Zufuhrbewegung vum Kraaftkopf(Z-Achs) | Z-Achs-Beweegung | 350 mm |
| Z-Achs Servomotorleistung | Ongeféier 1,5 kW | |
| Positionéierungsgenauegkeet | X-Achs,Y-Achs | 0,05 mm |
| Genauegkeet vun der Widderhuelung vun der Positionéierung | X-Achs,Y-Achs | 0,025 mm |
| Pneumatescht System | Erfuerderlechen Drock fir d'Loftzufuhr | ≥0,8 MPa |
| Leeschtung vum Motor vum Spantransporter | 0,45 kW | |
| Ofkillung | Intern Ofkillungsmodus | Loftniwwelkillung |
| Extern Killmodus | Zirkulierend Waasserkillung | |
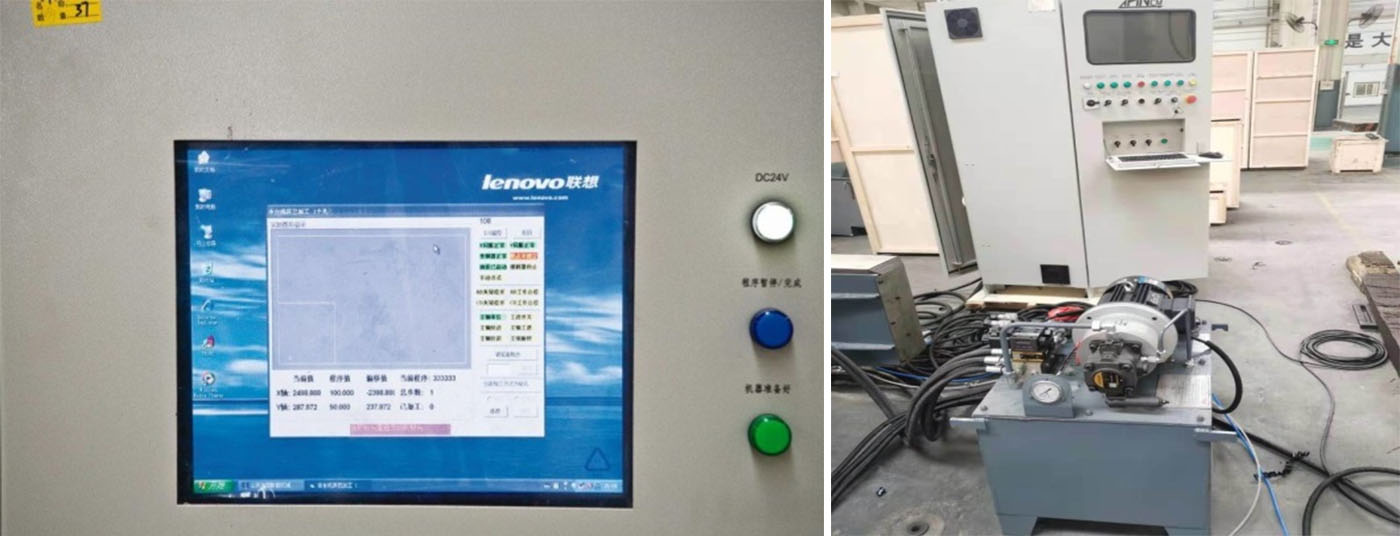
| Elektrescht System | CNC-System | Siemens 808D |
| Zuel vun den CNC-Achsen | 4 | |
| Haaptmaschinn | Gewiicht | Ongeféier 8500 kg |
| Gesamtdimensioun(L × B × H) | Ongeféier 5300(3300)×3130 × 2830 mm |
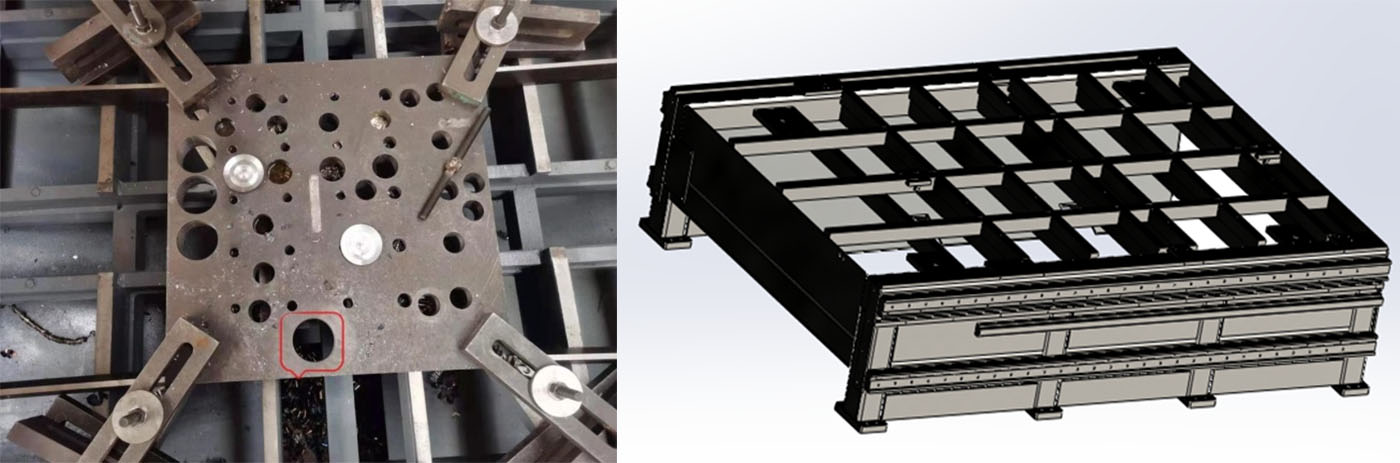
1. Dës Maschinn besteet haaptsächlech aus engem Bett an enger Längsgleiteplack, engem Portal- an engem Quergleitedësch, engem Buerkraaftkapp, engem Spanentfernungsapparat, engem pneumatesche System, engem Sprëtzkillsystem, engem zentraliséierte Schmiersystem, engem elektresche System usw.
2. D'Spindel vum Buerkopf benotzt d'Präzisiounsspindel, déi an Taiwan hiergestallt gëtt, mat héijer Rotatiounspräzisioun a gudder Steifheet. Ausgestatt mat engem BT50-Kegellach ass et bequem, d'Tools ze wiesselen. Et kann souwuel Spiralbuer wéi och Hartmetallbuer spannen, mat engem breede Spektrum vun Uwendungen. Fräsmaschinne mat klengem Duerchmiesser kënne fir liicht Fräsen benotzt ginn. D'Spindel gëtt vun engem Variabelfrequenzmotor ugedriwwen, deen e breede Spektrum vun Uwendungen huet.

3. D'Maschinn huet véier CNC-Achsen: Portal-Positionéierungsachs (x-Achs, Duebelundriff); Quer-Positionéierungsachs (Y-Achs) vum Buerkraaftkapp; Zufuhrachs vum Buerkraaftkapp (Z-Achs). All CNC-Achs gëtt vun enger präziser linearer Rollféierungsschinn geféiert an vun engem Wiesselstroum-Servomotor + Kugelschrauf ugedriwwen.
4. D'Maschinn ass mat engem flaache Spantransporter an der Mëtt vum Maschinnebett ausgestatt. D'Eisenspéin ginn an de Spantransporter gesammelt, an d'Eisenspéin ginn op de Spantransporter transportéiert, wat ganz praktesch fir d'Spanentfernung ass; de Killmëttel gëtt recycléiert.
5. Flexibel Schutzdeckele sinn op den x-Achs- an y-Achs-Führungsschinnen op béide Säite vun der Maschinn installéiert.
6. De Killsystem huet d'Effekter vun interner Killung an externer Killung.
7. Den CNC-System vun der Maschinn ass mat engem Siemens 808D an engem elektronesche Handrad ausgestatt, wat eng staark Funktioun an eng einfach Operatioun huet. Et ass mat enger RS232-Interface ausgestatt an huet d'Funktioune vun der Veraarbechtungsvirschau an der Nokontroll. D'Betribsinterface huet d'Funktioune vum Mënsch-Maschinn-Dialog, der Fehlerkompensatioun an dem automateschen Alarm, a kann déi automatesch Programméierung vu CAD-CAM realiséieren.
| NEE. | Numm | Mark | Land |
| 1 | LInear-Führungsschinn | HIWIN/PMI/ABBA | Taiwan, China |
| 2 | Kugelschraubepaar | HIWIN/PMI | Taiwan, China |
| 3 | CNC-System | Siemens | Däitschland |
| 4 | Servomotor | Siemens | Däitschland |
| 5 | Servo-Undriff | Siemens | Däitschland |
| 6 | Präzisiounsspindel | KENTURN | Taiwan, China |
| 7 | Zentraliséiert Schmierung | BIJUR/HERG | USA / Japan |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 





