







PLD3020N Portal Mobil CNC Plackebuermaschinn




| TellerGréisst | Déckt vun der Iwwerlappung vun der Plack | Max. 100mm |
| WBid × Längt | 3000mm×2000mmEen Stéck | |
| 1500mm×2000mmTzwee Stécker | ||
| 1000mm×1500mmVéierStécker | ||
| Pprinzipal Achs | Qséier de Spannfutter wiesselen | Morse 3 an 4 Konuslächer |
| BuerLachDuerchmiesser | Φ12-Φ50mm | |
| Variabelen Geschwindegkeetsmodus | Kontinuéierlech variabel Geschwindegkeet vum Frequenzwandler | |
| RPM | 120-560 U/Min | |
| Schlaglängt | 180mm | |
| Bearbechtungszufuhr | Stufenlos hydraulesch Geschwindegkeetsreguléierung | |
| TellerKlemmung | Klemmdicke | 15-100mm |
| Zuel vun de Spannzylinderen | 12 | |
| Spannkraaft | 7,5 KN | |
| Killmëttel | MOde | Gezwongen Zirkulatioun |
| Eelektresch Maschinnen | Spindelmotor | 5,5 kW |
| Hydraulikpompelmotor | 2,2 kW | |
| Spantransportmotor | 0,4 kW | |
| Killpompelmotor | 0,25 kW | |
| X-Achs Servomotor | 1,5 kW × 2 | |
| Y-Achs Servomotor | 1,0 kW | |
| Maschinn Dimensiounen | laang × breet × héich | Ongeféier 6183 × 3100 × 2850 mm |
| Gewiicht | Maschinn | Ongeféier 5500 kg |
| Chip Entfernungssystem | Ongeféier 400 kg | |
| Zuel vun de Kontrollachsen | X. Y (Punktsteierung) Z (Spindel, hydraulesch Zufuhr) | |
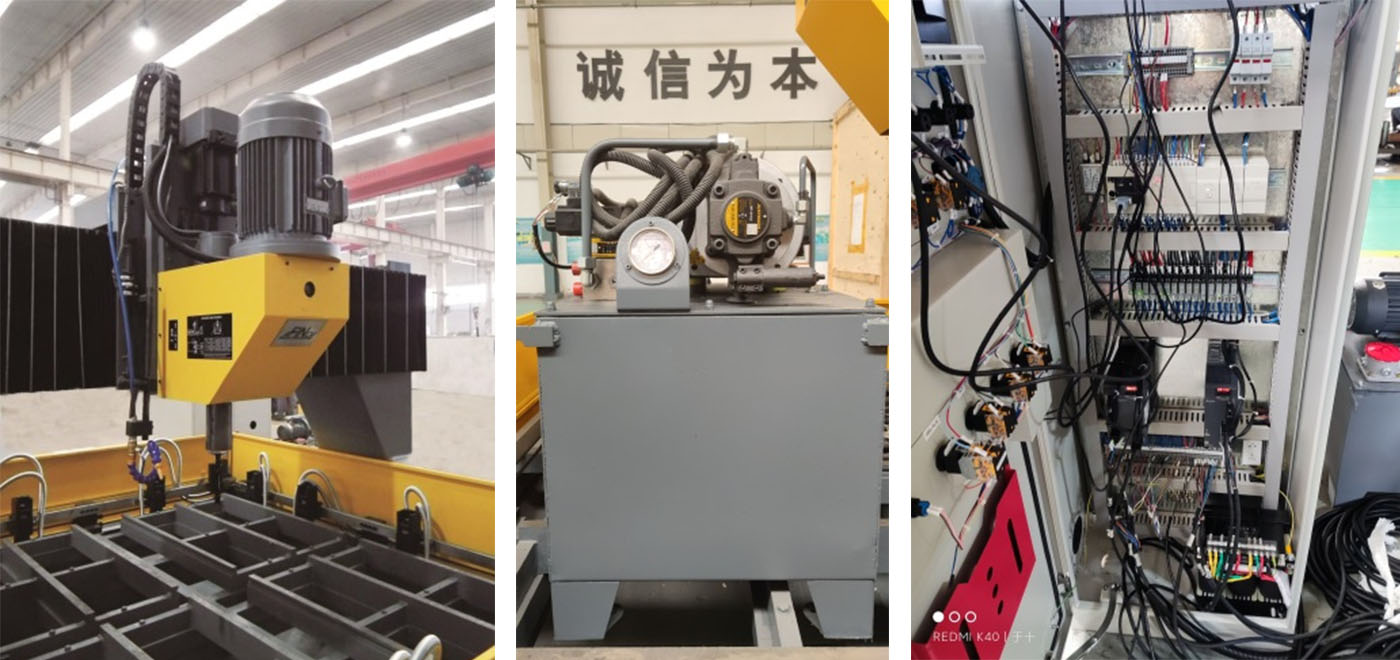
1. D'Maschinn besteet haaptsächlech aus engem Bett, engem Portal, engem Buerkraaftkapp, engem hydraulesche System, engem Kontrollsystem, engem zentraliséierte Schmiersystem, engem Spanentfernungssystem, engem Killsystem, engem Schnellwechselfutter, etc.
2. Den hydrauleschen automatesche Schlagkraaftkapp ass eng patentéiert Technologie vun eiser Firma. Virum Gebrauch ass et net néideg Parameteren anzestellen, an automatesch d'Schnellvir-, Eran- an Réckwärtsaarbecht ëmzewandelen, an dëst duerch d'Kombinatioun vu mechanescher an elektrescher Hydraulik ze realiséieren.
3. D'Plack gëtt mat enger hydraulescher Klemm festgeklemmt, an de Bedreiwer gëtt mam Foussschalter gesteiert, wat praktesch an arbeitsspuerend ass; Bis zu 3000 pro Stéck × 2000mm kënnen eng kleng Plack an de véier Ecker vun der Aarbechtsbank festgeklemmt ginn, wat d'Virbereedungszäit fir d'Produktioun däitlech verkierzt an d'Produktiounseffizienz verbessert.
4. Dës Maschinn huet zwou CNC-Achsen: Portalbewegung (x-Achs); D'Bewegung vum Buerkraaftkapp um Portalbalken (Y-Achs). All CNC-Achs gëtt vun enger präziser linearer Rollféierung geleet, déi vun engem AC-Servomotor a Kugelschrauf ugedriwwe gëtt. Flexibel Bewegung a präzis Positionéierung.

5. D'Maschinn benotzt e zentraliséiert Schmiersystem amplaz vun engem manuelle Betrib, wat eng gutt Schmierung vun de funktionelle Deeler garantéiert, d'Maschinneleistung verbessert an d'Liewensdauer vun der Maschinn verlängert.
6. D'Ofkillung vum Buer vun der Maschinn benotzt Zirkulatiounswaasserkühlung, an d'Universaldüs ass op der Buerspindelkëscht installéiert, an d'Kältemëttel gëtt ëmmer op der Buerplaz vun der Plack gesprëtzt. D'Maschinn ass mat engem Kältemëttelfilterzirkulatiounsapparat ausgestatt. D'Bett ass mat engem Spanentferner ausgestatt, deen d'Spanen automatesch entléise kann.
7. De Kontrollprogramm benotzt déi iewescht Computerprogramméierungssoftware, déi vun eiser Firma entwéckelt a mam programméierbare Controller ugepasst ass.
| NEE. | Numm | Mark | Land |
| 1 | Linear Führungsschinn | CSK/HIWIN | Taiwan (China) |
| 2 | Hydraulesch Pompel | Einfach Markéieren | Taiwan (China) |
| 3 | Elektromagnetventil | Atos/YUKEN | Italien/Japan |
| 4 | Servomotor | Inovance | China |
| 5 | Servo-Undriff | Inovance | China |
| 6 | PLC | Inovance | China |
| 7 | Computer | Lenovo | China |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 





