







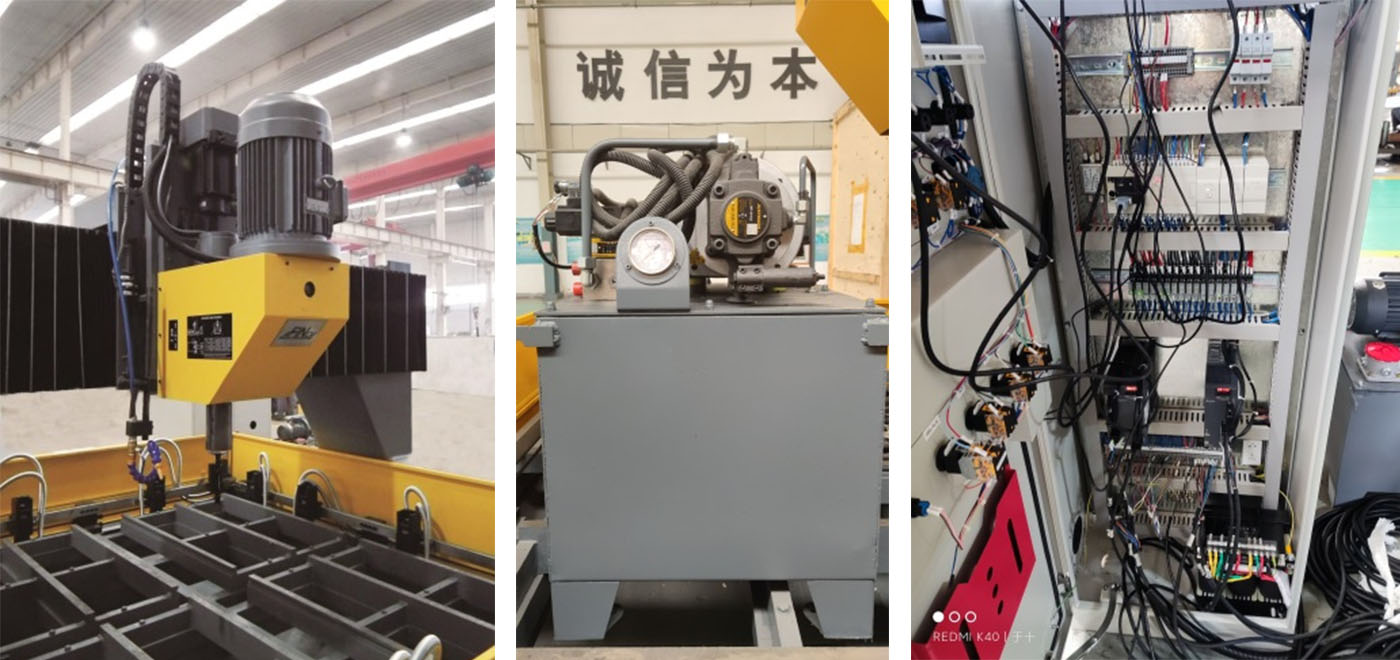
PLD7030-2 Portal Mobil CNC Plackebuermaschinn




| MaximalPlackGréisst | Längt x Breet | 7000x3000mm |
| THickness | 200mm | |
| Aarbechtsdësch | T-Nut Gréisst | 22mm |
| Buerkraaftkapp | Quantitéit | 2 |
| BuerungLachDuerchmiesserberäich | Φ12-Φ50mm | |
| RPM(variabel Frequenz) | 120-560 U/min | |
| Morse-Kegel vun der Spindel | Nr. 4 | |
| Spindelmotorleistung | 2x7,5 kW | |
| Längsbewegung vum Gantry (x-Achs) | X-Achs-Schlag | 10000mm |
| Beweegungsgeschwindegkeet vun der X-Achs | 0-8m/Minutt | |
| X-Achs Servomotorleistung | 2x2,0 kW | |
| Lateral Beweegung vum Kraaftkapp (Y-Achs) | Y-Achs-Beweegung | 3000mm |
| Y-Achs Beweegungsgeschwindegkeet | 0-8m/Minutt | |
| Y-Achs Servomotorleistung | 2x1,5 kW | |
| Bewegung vum Power Head-Zufuhr (Z-Achs) | Z-Achs-Schlag | 350mm |
| Z-Achs-Zufuhrgeschwindegkeet | 0-4000mm/Min | |
| Z-Achs Servomotorleistung | 2x1,5 kW | |
| Spantransporter a Killung | Leeschtung vum Motor vum Spantransporter | 0,75 kW |
| Motorleistung fir d'Kühlpompel | 0,45 kW | |
| Eelektrescht System | Kontrollsystem | PLC+ ieweschte Computer |
| Zuel vun den CNC-Achsen | 4 |
1. D'Koordinatepositioun vum Lach kann séier mat enger Geschwindegkeet vun 8m/min positionéiert ginn, an d'Hëllefszäit ass relativ kuerz.
2. D'Maschinn ass mat engem Buerkapp vum Typ Servo-Zufuhr-Schiebetisch ausgestatt. De Spindelmotor vum Buerkapp benotzt eng stufenlos variabel Frequenzgeschwindegkeetsreguléierung, an d'Zufuhrgeschwindegkeet benotzt eng stufenlos Servo-Zufuhrreguléierung, wat praktesch am Betrib ass.
3. Nodeems de Buerfudderschlag agestallt ass, huet en eng automatesch Kontrollfunktioun.
4. D'Konischlach vun der Spindel ass Morse Nr. 4 an ass mat enger Morse Nr. 4/3 Reduktiounshülse ausgestatt, déi benotzt ka ginn fir Buer mat verschiddenen Duerchmiesser z'installéieren.
5. Déi mobil Portalstruktur gëtt ugeholl, d'Maschinn deckt eng kleng Fläch of an d'Strukturlayout ass raisonnabel.
6. D'X-Achs-Bewegung vum Gantry gëtt vun zwéi linear Rollführungspairen mat héijer Drockkapazitéit geleet, déi flexibel sinn.
7. D'Y-Achs-Bewegung vum Schiebesëtz vum Kraaftkapp gëtt vun zwee linear Rollführungspairen geleet a vun engem AC-Servomotor an engem Präzisiounskugelschraubepaar ugedriwwen, wat déi héich Präzisioun vun der Buerpositioun garantéiert.
9. D'Maschinn ass mat engem Astellungsvorrichtung fir d'Fréijoerszentral ausgestatt, deen d'Positioun vum Flansch einfach bestëmme kann.
10. Et ass mat engem Spanenentferner an engem Kühlmëttelbehälter ausgestatt. Eng Killpompel zirkuléiert de Kühlmëttel fir d'Spindelbuerung, fir d'Buerleistung an d'Liewensdauer vum Buer ze verbesseren.

11. De Kontrollprogramm benotzt eng PLC an ass mat engem ieweschte Computer ausgestatt, fir d'Späicherung an d'Aféierung vum Plackeveraarbechtungsprogramm ze erliichteren, an d'Operatioun ass einfach. D'Softwareplattform ass e Fënstersystem, mat enger frëndlecher Operatiounsinterface, engem kloeren an effektive Ressourcenmanagement a mat enger leistungsstarker Programméierungsfunktioun; d'Plackegréisst kann manuell iwwer d'Tastatur oder iwwer d'U-Disk-Interface aginn ginn.
| NEE. | Numm | Mark | Land |
| 1 | LInear-Führungsschinn | HIWIN/CSK | Taiwan, China |
| 2 | PLC | Mitsubishi | Japan |
| 3 | Servomotor an Treiber | Mitsubishi | Japan |
| 4 | Drag Chain | JFLO | China |
| 5 | Knäppchen, Indikatorluucht | Schneider | Frankräich |
| 6 | Kugelschrauf | PMI | Taiwan, China |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 
Produktkategorien
-

PHD1616S CNC Héichgeschwindegkeetsbuermaschinn fir St ...
-

Technescht Dokument vum PDDL2016 Typ Intelligent...
-

PHD3016&PHD4030 CNC Héichgeschwindegkeetsbuermaschinn...
-

PHD2020C CNC-Buermaschinn fir Stolplacken
-

PLD2016 CNC-Buermaschinn fir Stolplacken
-

PLD3030A&PLD4030 Portal Mobile CNC Buermaschinn...