



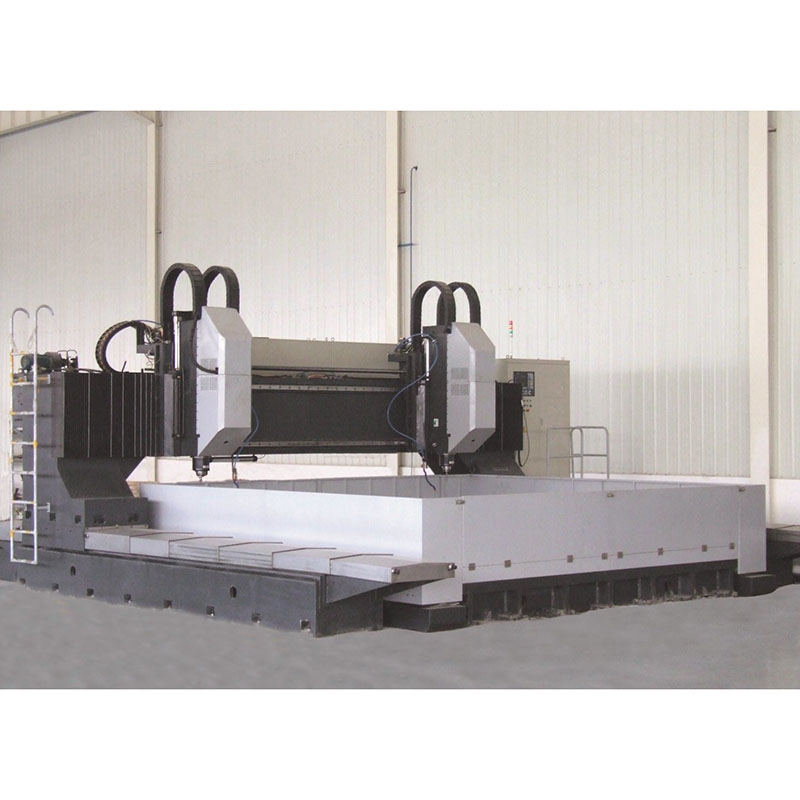



PLM Serie CNC Portal mobil Buermaschinn




| IZäit | NAme | Parameter | |||
| PLM3030-2 | PLM4040-2 | PLM5050A-2 | PLM6060-2 | ||
| Maximal BearbechtungMaterialGréisst | Längt x Breet | 3000*3000 mm | 4000×4000 mm | 5000×5000 mm | 5000×5000 mm |
| Maximal veraarbechte Plackendicke | 250 mm, Skalierbar bis 380mm | ||||
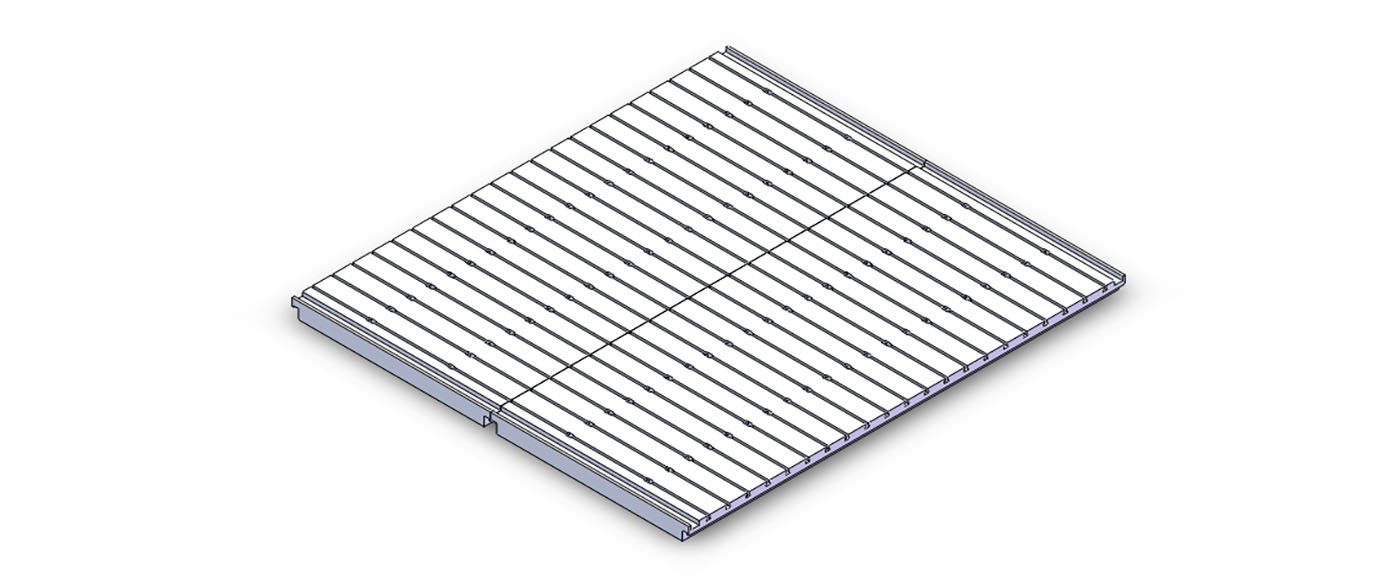
| AarbechtDësch | Gréisst vun der Aarbechtsbank | 3500×3000 mm | 4500×4000 mm | 5500×4000 mm | 5500×4000 mm |
| T-Nut Breet | 28 mm | ||||
| LWeeddroend | 3teis/㎡ | ||||
| BuerungSpindel | MaximalBuerungLachduerchmiesser | φ60 mm | |||
| Maximal Verhältnisvun der Werkzeuglängt vs. dem Lachdurchmesser | ≤10(KrounKarbidBuer) | ||||
| SpindelRPM | 30-3000 Ëmdréiungen/Minutten | ||||
| Spindelkonus | BT50 | ||||
| Spindelmotorleistung | 2×22 kW | ||||
| Maximalt Spindeldrehmomentn≤750r/min | 280 Nm | ||||
| Distanz vun der ënneschter Säit vun derSpindelop den Aarbechtsdësch | 280—780 mm (Upassen noMaterialDéckt) | ||||
| Längsbewegung vum Gantry (x-Achs) | Maximalen Hub | 3000 mm | 4000 mm | 5000 mm | |
| Beweegungsgeschwindegkeet vun der X-Achs | 0—8 m/Minutt | ||||
| X-Achs Servomotorleistung | 2×2,7 kW | ||||
| PPositionéierungsgenauegkeet | X-Achs、Y-Achs | 0,06mm/ ganzSchlaganfall | 0,08mm/ ganzSchlaganfall | 0.10mm/ ganzSchlaganfall | |
| Genauegkeet vun der Widderhuelung vun der Positionéierung | X-Achs、Y-Achs | 0,035mm/ ganzSchlaganfall | 0,04mm/ ganzSchlaganfall | 0,05mm/ ganzSchlaganfall | |
| Hydraulescht System | Drock / Duerchfluss vun der hydraulescher Pompel | 15 MPa / 25 l/min | |||
| Kraaft vum Motor vun der hydraulescher Pompel | 3,0 kW | ||||
| Pneumatescht System | Loftversuergungsdrock | 0,5 Milliounenpa | |||
| Spanentfernung a Killung | Typ vu Spantransportband | Flaach Kette | |||
| Zuel vum Spantransporter | 2 | ||||
| Spanentfernungsgeschwindegkeet | 1 m/Minutt | ||||
| Leeschtung vum Motor vum Spantransporter | 2×0,75 kW | ||||
| Ofkillmodus | Intern Ofkillung + extern Ofkillung | ||||
| Maximalen Drock | 2MPa | ||||
| Maximalen Duerchfluss | 2×50L/Min | ||||
| Elektrescht System | CNC-System | Siemens 828D | |||
| CNC-SystemAchsZuel | 6 | ||||
| Gesamtmotorleistung | Ongeféier 75 kW | ||||
| Gesamtdimensioune vun der Maschinn | Längt × Breet × Héicht | Iwwer 8m × 8m × 3m | Iwwer9m×9m×3m | Iwwer10m×10m×3m | Iwwer10m×10m×3m |
| Gesamtgewiicht vun der Maschinn | Ongeféier 32t | Iwwer40t | Iwwer48t | ||
1. Dës Maschinn besteet haaptsächlech aus Bett a Sail, Balken- an horizontalen Schiebetisch, vertikaler Ram-Typ Buerkraaftbox, Aarbechtsdësch, Spanförderband, hydraulesche System, pneumatesche System, Killsystem, zentraliséierte Schmiersystem, elektresche System, etc.

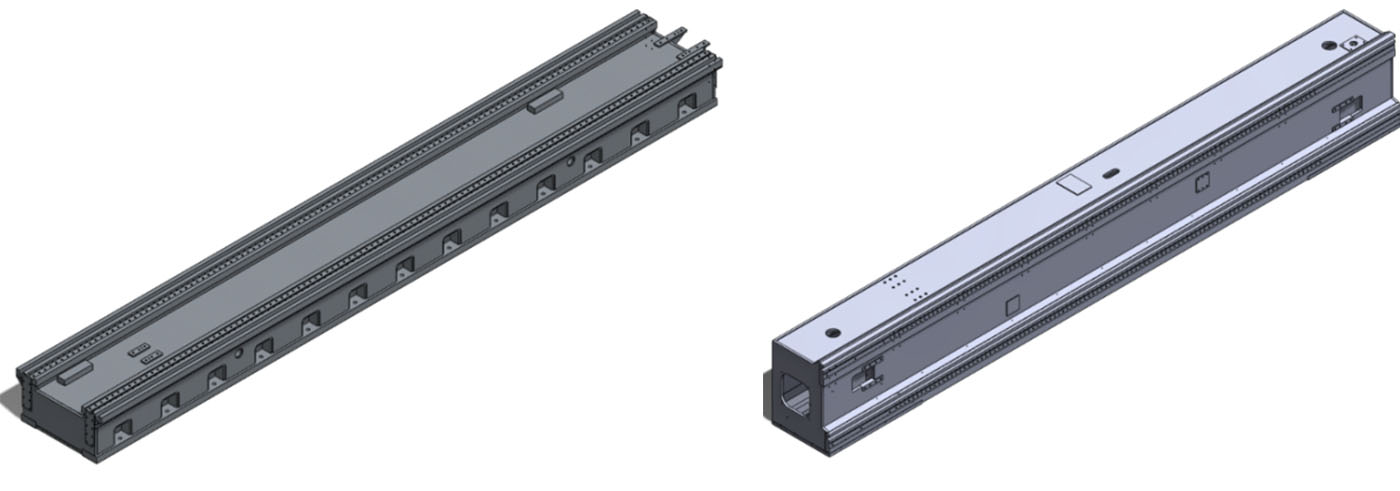
2. Lagerbasis mat héijer Steifheet, d'Lager benotzt en héichpräzis Schraufspeziallager. Déi extra laang Montagebasisuewerfläch garantéiert axial Steifheet. D'Lager gëtt mat enger Kontermutter virgezunn, an d'Leederschrauf ass virgespaant. D'Streckquantitéit gëtt jee no der thermescher Deformatioun an der Dehnung vun der Leederschrauf bestëmmt, fir sécherzestellen, datt d'Positionéierungsgenauegkeet vun der Leederschrauf sech net ännert, wann d'Temperatur eropgeet.
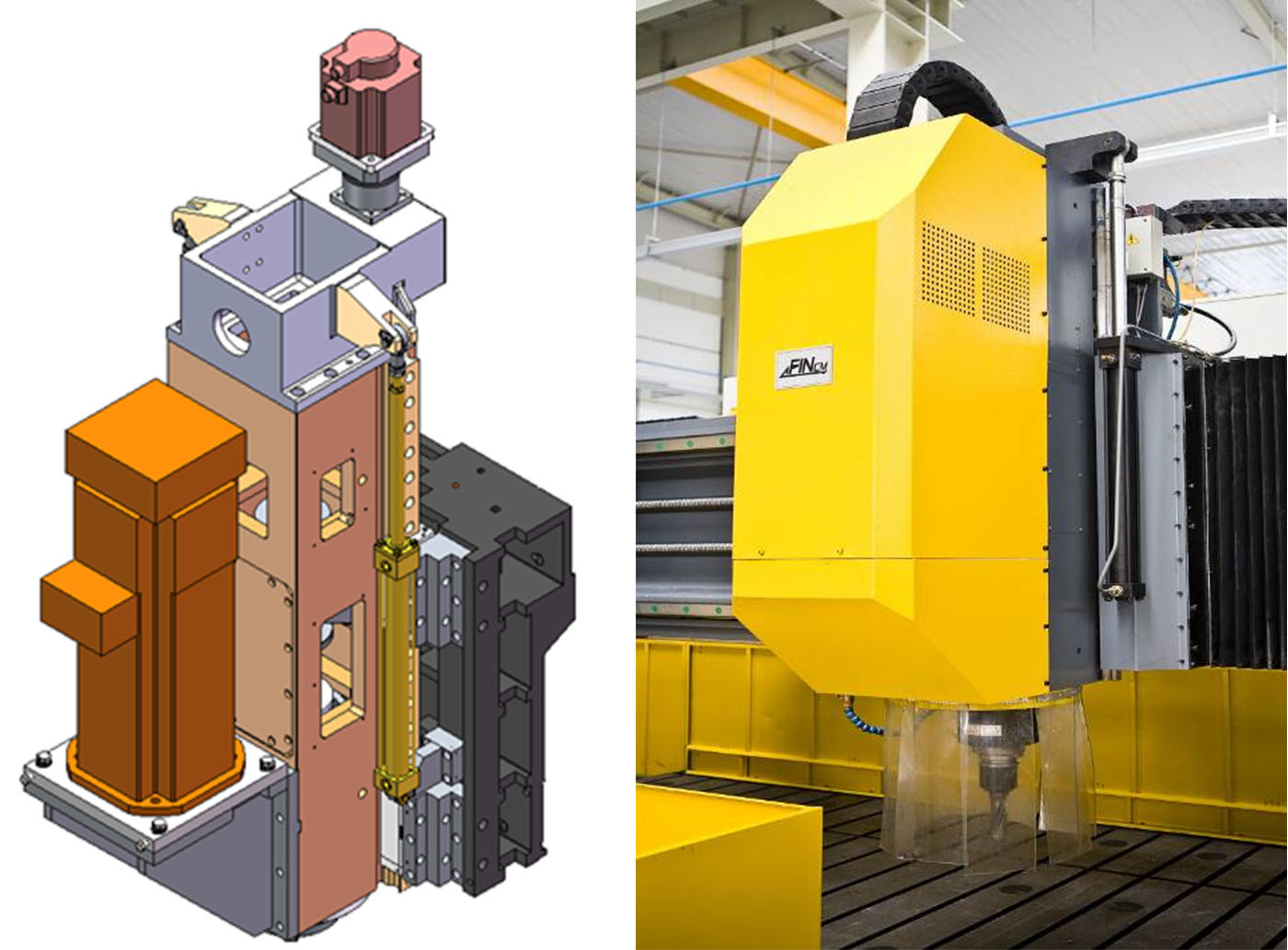
Buer- a Fräskraaftkopf
3. Déi vertikal (Z-Achs) Bewegung vum Kraaftkapp gëtt vun engem Paar lineare Rollführungen geleet, déi um Ram ubruecht sinn, mat enger gudder Führungspräzisioun, héijer Schwéngungsbeständegkeet an engem niddrege Reibungskoeffizient. De Kugelschrauwendriff gëtt vun engem Servomotor iwwer e präzis planetarescht Reduktiounsgewinde ugedriwwen, deen eng héich Zufuhrkraaft huet.
4. Dës Maschinn benotzt zwéi flaachketten Spantransporter op béide Säite vum Aarbechtsdësch. Eisenspéin a Killmëttel ginn am Spantransporter gesammelt, an d'Eisenspéin ginn op de Spantransporter transportéiert, wat ganz praktesch fir d'Spanentfernung ass; d'Killmëttel gëtt recycléiert.
5. Dës Maschinn bitt zwou Killmethoden - intern Killung an extern Killung, déi genuch Schmierung a Killung fir den Tool ubidden anMaterialbeim Spanschneiden, wat besser garantéiertBuerQualitéit. D'Kühlbox ass mat Komponenten fir d'Detektioun vu Flëssegkeetsniveau an Alarm ausgestatt, an den Standard-Kühldrock ass 2 MPa.
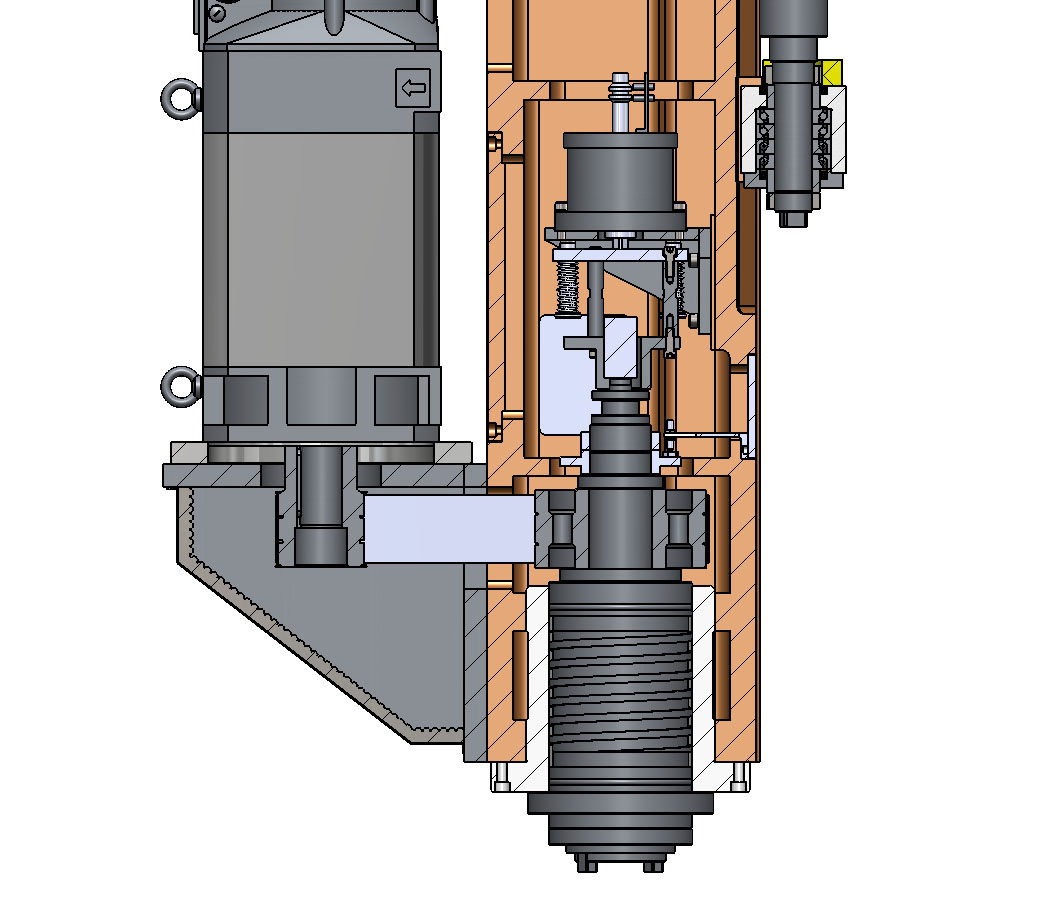
Präzisiounsspindel
6. D'X-Achs-Führungsschinne op béide Säite vun der Maschinn sinn mat Schutzabdeckungen aus Edelstol ausgestatt, an d'Y-Achs-Führungsschinne sinn op béide Säiten mat flexible Schutzabdeckungen ausgestatt.

Spantransporter
Killgerät
Automatesch Schmieranlag
7. Dës Maschinn ass och mat engem photoelektresche Kantenfinder ausgestatt, fir d'Positionéierung vun der kreesfërmeger Plack ze erliichteren.

Siemens CNC-System
| NEE. | Numm | Mark | Land |
| 1 | Linear Führungsschinn | HIWIN oder PMI | Taiwan, China |
| 2 | CNC-Kontrollsystem | Siemens | Däitschland |
| 3 | Servomotor an Treiber | Siemens | Däitschland |
| 4 | Präzisiounsspindel | KENTURN oder SPINTECH | Taiwan, China |
| 5 | Hydraulescht Ventil | YUKEN ODER Justmark | Japan |
| 6 | Uelegpompel | Justmark | Taiwan, China |
| 7 | Automatescht Schmiersystem | BIJUR ODER HERG | USA oder Japan |
| 8 | Knäppercher, Indikatorluuchten an aner wichteg elektresch Komponenten | SCHBEIDER/ABB | Frankräich / Däitschland |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 
