PLM4020 Portal beweeglech CNC Plackebuermaschinn Maschinn




(1) De Maschinnegestellkierper an de Querbalke sinn an enger geschweesster Struktur, déi no enger genuch Alterungs-Hëtztbehandlung mat ganz gudder Genauegkeet hiergestallt gouf. Den Aarbechtsdësch, den transversalen Schiebetësch an de Ram sinn all aus Goss gemaach.

(2) En duebelt Servo-Undriffssystem op zwou Säiten op der X-Achs garantéiert déi parallel präzis Bewegung vum Gantry an déi gutt Rechteckegkeet vun der Y-Achs an der X-Achs.
(3) Den Aarbechtsdësch benotzt eng fest Form, héichwäerteg Goss an e fortgeschrattene Gossprozess, mat grousser Tragkapazitéit.
(4) Lagersëtz mat héijer Steifheet, d'Lager benotze Réck-zu-Réck-Installatiounsmethod, speziell Lager mat héichpräziser Schrauf.
(5) Déi vertikal (Z-Achs) Bewegung vum Kraaftkapp gëtt vu Linearrollen geleet, déi op béide Säite vum Ram arrangéiert sinn, an déi eng gutt Präzisioun, eng héich Schwéngungsbeständegkeet an e niddrege Reibungskoeffizient hunn.
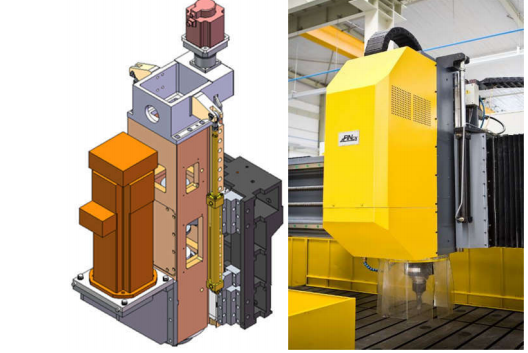
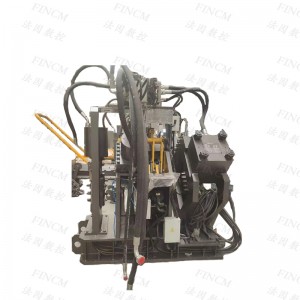
(6) D'Buerkraaftkëscht gehéiert zum steife Präzisiounsspindeltyp, deen eng Taiwan BT50 intern Ofkillungsspindel benotzt. D'Spindelkegellach huet eng Spülvorrichtung a kann en intern Ofkillungsbuer aus Hartmetall mat héijer Präzisioun benotzen. D'Spindel gëtt vun engem héichleeschtende Spindelservomotor iwwer e Synchronriemen ugedriwwen, d'Reduktiounsverhältnis ass 2,0, d'Spindelgeschwindegkeet ass 30~3000r/min, an de Geschwindegkeetsberäich ass breet.

(7) D'Maschinn huet zwou flaachketteg Spanenentferner op béide Säite vum Aarbechtsdësch. D'Eisenspaaner an d'Kältemëttel ginn am Spanenentferner gesammelt. D'Eisenspaaner ginn an de Spanenträger transportéiert, wat ganz praktesch fir d'Spanentfernung ass. D'Kältemëttel gëtt recycléiert.

(8) D'Maschinn bitt zwou Zorte vu Killmethoden - intern Killung an extern Killung. D'Héichdrockwaasserpompel gëtt benotzt fir de Killmëttel ze liwweren, deen fir d'intern Killung gebraucht gëtt, mat héijem Drock a groussem Duerchfluss.

(9) D'Maschinn ass mat engem automatesche Schmiersystem ausgestatt, dat d'Schmierueleg reegelméisseg an de Gleitblock vum Linearführungspaar, d'Schraufmutter vum Kugelschraufpaar an d'Walzlager vun all Deel pompelt, fir déi ausreechendst a zouverlässegst Schmierung duerchzeféieren.
(10) D'X-Achs-Führungsschinnen op béide Säite vun der Maschinn sinn mat Schutzabdeckungen aus Edelstol ausgestatt, an d'Y-Achs-Führungsschinnen sinn mat flexible Schutzabdeckungen installéiert.
(11) D'Maschinn ass och mat engem photoelektresche Kantenfinder ausgestatt, fir d'Positionéierung vu ronne Werkstécker ze erliichteren.
(12) D'Maschinn ass mat komplette Sécherheetsanlagen entworf an installéiert. De Portalbalke ass mat enger Lafplattform, engem Schutzgelänner an enger Kloterleiter op der Säit vun der Sail ausgestatt, fir d'Sécherheet vum Betribs- a Wartungspersonal ze garantéieren. Eng transparent mëll PVC-Sträifofdeckung ass ronderëm d'Haaptwell installéiert.
(13) Den CNC-System ass mat Siemens 808D oder Fagor 8055 ausgestatt, déi mächteg Funktiounen hunn. D'Bedienungsschnittstell huet d'Funktioune vum Mënsch-Maschinn-Dialog, Fehlerkompensatioun an automateschen Alarm. De System ass mat engem elektronesche Handrad ausgestatt, dat einfach ze bedreiwen ass. Ausgestatt mat engem portable Computer kann déi automatesch CAD-CAM-Programméierung realiséiert ginn, nodeems déi iewescht Computersoftware installéiert gouf.

| Artikel | Numm | Wäert |
|---|---|---|
| Maximal Plackgréisst | L x B | 4000×2000 mm |
| Maximal Plackgréisst | Duerchmiesser | Φ2000mm |
| Maximal Plackgréisst | Maximal Déckt | 200 mm |
| Aarbechtsdësch | T-Schlitzbreet | 28 mm (Standard) |
| Aarbechtsdësch | Dimensioun vun der Aarbechtsdësch | 4500x2000mm (LxB) |
| Aarbechtsdësch | Gewiicht vun der Belaaschtung | 3 Tonnen/㎡ |
| Buerspindel | Maximalen Buerdurchmesser | Φ60 mm |
| Buerspindel | Maximalen Duerchmiesser vum Gewënnschlag | M30 |
| Buerspindel | Buerspindel seng Staanglängt vs. Lachduerchmiesser | ≤10 |
| Buerspindel | RPM | 30~3000 U/min |
| Buerspindel | Spindelbandtyp | BT50 |
| Buerspindel | Spindelmotorleistung | 22 kW |
| Buerspindel | Maximalt Dréimoment (n≤750r/min) | 280 Nm |
| Buerspindel | Distanz vun der ënneschter Uewerfläch vun der Spindel bis zum Aarbechtsdësch | 280~780 mm (justierbar jee no Materialdicke) |
| Längsbewegung vum Gantry (X-Achs) | Max. Rees | 4000 mm |
| Längsbewegung vum Gantry (X-Achs) | Bewegungsgeschwindegkeet laanscht d'X-Achs | 0~10m/Minutt |
| Längsbewegung vum Gantry (X-Achs) | Servomotorleistung vun der X-Achs | 2×2,5 kW |
| Spindel-Querbewegung (Y-Achs) | Max. Rees | 2000mm |
| Spindel-Querbewegung (Y-Achs) | Bewegungsgeschwindegkeet laanscht d'Y-Achs | 0~10m/Minutt |
| Spindel-Querbewegung (Y-Achs) | Servomotorleistung vun der Y-Achs | 1,5 kW |
| Spindelzufuhrbewegung (Z-Achs) | Max. Rees | 500 mm |
| Spindelzufuhrbewegung (Z-Achs) | Zufuhrgeschwindegkeet vun der Z-Achs | 0~5m/Minutt |
| Spindelzufuhrbewegung (Z-Achs) | Servomotorleistung vun der Z-Achs | 2 kW |
| Positionéierungsgenauegkeet | X-Achs, Y-Achs | 0,08/0,05 mm/voll Federwee |
| Widderhuelbar Positionéierungsgenauegkeet | X-Achs, Y-Achs | 0,04/0,025 mm/voll Federwee |
| Hydraulescht System | Drock/Duerchflussquote vun der hydraulescher Pompel | 15 MPa / 25 l/min |
| Hydraulescht System | Kraaft vum Motor vun der hydraulescher Pompel | 3,0 kW |
| Pneumatescht System | Drock vum kompriméierte Loft | 0,5 MPa |
| Schrottentfernung a Killsystem | Aart vun der Offallentsuergung | Plackenkette |
| Schrottentfernung a Killsystem | Schrottentfernung Nr. | 2 |
| Schrottentfernung a Killsystem | Schrottentfernungsgeschwindegkeet | 1 m/Minutt |
| Schrottentfernung a Killsystem | Motorleistung | 2×0,75 kW |
| Schrottentfernung a Killsystem | Ofkillungsmethod | Innenkillung + Aussenkillung |
| Schrottentfernung a Killsystem | Maximalen Drock | 2MPa |
| Schrottentfernung a Killsystem | Maximal Duerchflussrate | 50L/Minutt |
| Elektronescht System | CNC-Kontrollsystem | Siemens 808D |
| Elektronescht System | CNC Achsen Nr. | 4 |
| Elektronescht System | Gesamtleistung | Ongeféier 35 kW |
| Gesamtdimensioun | L×B×H | Ongeféier 10×7×3m |
| Nee. | Numm | Mark | Land |
|---|---|---|---|
| 1 | Roller Linear Führungsschinn | Hiwin | China Taiwan |
| 2 | CNC-Kontrollsystem | Siemens/Fagor | Däitschland/Spuenien |
| 3 | Servomotor a Servotreiber fir d'Fütterung | Siemens/Panasonic | Däitschland/Japan |
| 4 | Präzis Spindel | Spintech/Kenturn | China Taiwan |
| 5 | Hydraulescht Ventil | Yuken/Justmark | Japan/China Taiwan |
| 6 | Uelegpompel | Justmark | China Taiwan |
| 7 | Automatesch Schmieranlag | Herg/BIJUR | Japan/Amerikanesch |
| 8 | Knäppchen, Indikator, elektronesch Komponenten fir Nidderspannung | ABB/Schneider | Däitschland/Frankräich |
| Nee. | Numm | Gréisst | Quantitéit |
|---|---|---|---|
| 1 | Optesche Kantenfinder | 1 Stéck | |
| 2 | Inneren Sechskantschlüssel | 1 Set | |
| 3 | Werkzeughalter a Zuchbolzen | Φ40-BT50 | 1 Stéck |
| 4 | Werkzeughalter a Zuchbolzen | Φ20-BT50 | 1 Stéck |
| 5 | Ersatzfaarwen | – | 2 Fässer |
1. Stroumversuergung: 3-Phasen 5 Linnen 380+10%V 50+1HZ
2. Kompriméierten Loftdrock: 0,5 MPa
3. Temperatur: 0-40 ℃
4. Fiichtegkeet: ≤75%