






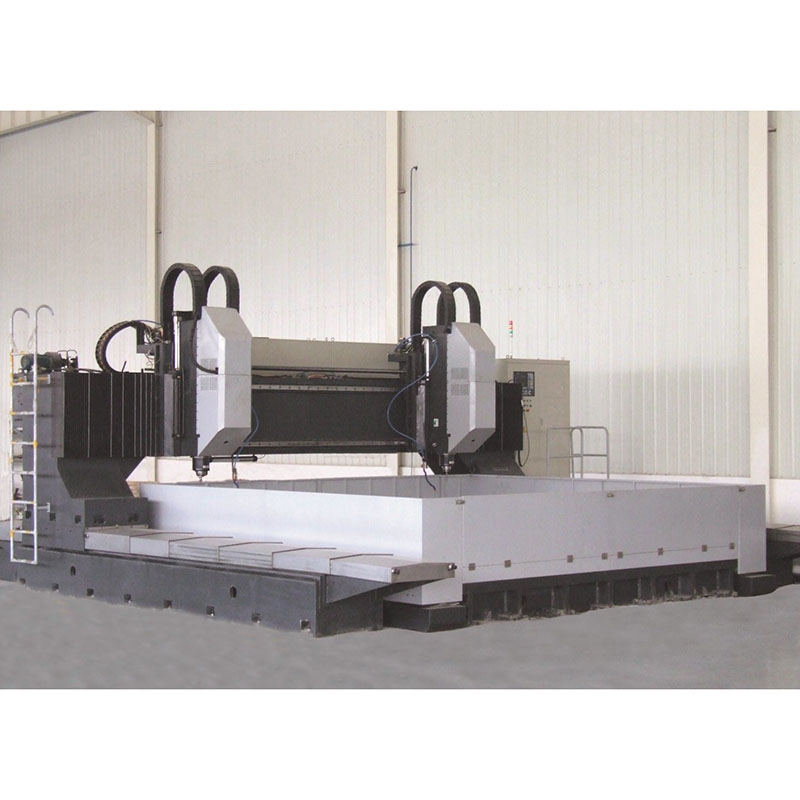
PM Serie Gantry CNC Buermaschinn (Rotatiounsbearbechtung)




| NO | Artikel | Parameter | |||
| PM20A | PM25B | PM30B | |||
| 1 | Maximal Materialgréisst | Veraarbechtungsdimensioun | Φ800~Φ2000mm | φ1000~φ2500mm | φ1300~φ3000mm |
| MaximalMaterialDéckt | 300 mm | ||||
| 2 | Rotatiounsdësch (C-Achs) stateschen Drock | Duerchmiesser vum Rotatiounsdësch | 2000mm | Ф2500 mm | Ф3000 mm |
| T-Slot Breet | 36 mm | ||||
| LWeeddroend | 3T/m | 30T | 40T | ||
| Mindestindexéierungseenheet festleeën | 0,001° | ||||
| C-Achs Rotatiounsgeschwindegkeet | 0-1 U/Min | ||||
| Genauegkeet vun der C-Achs-Positionéierung | 8"(Spezial personaliséiert) | ||||
| C-Achs Widderhuelungspositionéierungsgenauegkeet | 4"(Spezial personaliséiert) | ||||
| Gewiicht | 17 Tonnen | 17 Tonnen | 19 Tonnen | ||
| 3 | Kappstock | Maximalen Duerchmiesser vum Buerlach | Φ96mm | Φ60 mm(Hartmetallbuer) | Φ70 mm(Hartmetallbuer) |
| Maximalen Duerchmiesser vum Ofspëtzen | M30 | M45 | M56 | ||
| Maximal Geschwindegkeet vun der Spindel | 3000r/min | 2000 Ëmdréiungen/Minutt | |||
| Spindelkonus | BT50 | ||||
| Spindelmotorleistung | 45 kW | 30/41 kW | 30/45 kW | ||
| Maximalt Dréimoment vun der Spindel ≤ 250r/min | 1140/1560 Nm | ||||
| Variabel Këscht | 1:1,2/1:4,8 | ||||
| Distanz tëscht der Spindelfläch an dem Rotatiounsdësch | 400-900mm | 400-1050mm | |||
| Distanz vun der Spindelachs bis zum Zentrum vum Rotatiounsdësch | 500-1700mm | 650-1850mm | |||
| 4 | Hydraulescht System | Drock / Duerchfluss vun der hydraulescher Pompel | 6,5 MPa/25 L/Min | ||
| Motorleistung vun der hydraulescher Pompel | 3 kW | ||||
| 5 | Elektrescht System | Numerescht Kontrollsystem | Siemens 828D | ||
| Zuel vun den CNC-Achsen | 3+1 | 3+1 | 3+1 | ||
| Gesamtleistung vum Motor | iwwer75kW | ongeféier 50 kW | ongeféier 70 kW | ||
| 6 | Maschinn Dimensiounen (L * B * H) | Aongeféier 5,8 * 4,2 * 5 m | ongeféier 6,3*4.7*5m | ||
| 7 | Maan der MammKinngewiicht | ≥17 Tonnen | Maschinn: 20T hydrostateschen Tuerm:17T | Maschinn: 20T Hydrostateschen Tuerm:19T | |
1. D'Maschinn besteet haaptsächlech aus engem Bett an enger Längsschlitt, engem Portal- an enger Querschlitt, engem automatesche Spannfutter, engem vertikale Ram-Buerkapp, engem hydraulesche System, engem Killsystem, engem elektresche System, enger automatescher Schmierung an aneren Deeler.

2. Den Z-Richtungsram ass vertikal op der Y-Richtungsschlitt installéiert, déi vun de lineare Rollführungspairen op béide Säite vum Ram geféiert gëtt, vum Führschraufpaar ugedriwwe gëtt, dat vum Servomotor ugedriwwe gëtt, an vum hydraulesche Zylinder ausgeglach gëtt.
3. Den hydraulesche Zylinder vum vertikalen Z-Richtung CNC-Zufuhr-Stamm-Typ Buerkapp ass op der Y-Richtung beweeglecher Gleitplack vum beweegleche Portal fir d'Ausbalancéierung installéiert. De Buerkapp benotzt de spezielle Frequenzumwandlungsmotor vun der Spindel a dréckt d'Spindel duerch de Synchronriemen. En huet e groussen Dréimoment bei niddreger Geschwindegkeet a kann eng schwéier Schnëttbelaaschtung droen. En ass och gëeegent fir d'Héichgeschwindegkeetsbearbechtung vun Hartmetallwierkszeugen.

4. Fir d'Buerspindel vun dëser Maschinn gëtt eng taiwanesesch Präzisiounsspindel (intern Ofkillung) benotzt. D'Spindelkonuslach BT50 huet e Päiperleksfieder-automatesche Brochmechanismus.
5. De automatesche Spannfutter gëtt benotzt fir dat ringfërmegt Material automatesch ze spannen, an d'Spannkraaft ass einfach unzepassen. De Spannfutter ass vum Bett getrennt fir eng séier automatesch Spannung an e verlässleche Betrib ze garantéieren.
6. D'X-Achs-Führungsschinne sinn op béide Säite vun der Maschinn mat enger Schutzdeckel aus Edelstol installéiert, an d'Y-Achs-Führungsschinne sinn op béide Säiten mat enger flexibler Schutzdeckel mat Soft-Limit-Funktioun installéiert.
7. D'Maschinn ass mat engem flaache Spanförderer, enger Spanopfangkëscht vum Flip-Typ an engem Killsystem mat Pabeierfilter ausgestatt, an de Killmëttel gëtt recycléiert.

8. Den CNC-System vun dëser Maschinn benotzt déi spuenesch FAGOR8055, mat engem elektronesche Handrad, enger leistungsstarker Funktioun an enger einfacher Operatioun. Si ass mat engem ieweschte Computer an enger RS232-Interface ausgestatt an huet d'Funktioune vun der Veraarbechtungsvirschau an der Iwwerpréiwung. D'Betribsinterface huet d'Funktioune vum Mënsch-Maschinn-Dialog, der Fehlerkompensatioun an dem automateschen Alarm.
| NO | Numm | Mark | Land |
| 1 | Rollenlinearführung | HIWIN | Taiwan, China |
| 2 | Kugelschrauf | NEFF/IF | Däitschland |
| 3 | Ф 2500 Rotatiounsdësch (statesche Drock) | JIER Tool Machine Group | China |
| 4 | Numerescht Kontrollsystem | Siemens 828D | Däitschland |
| 5 | Servomotor an Undriff fir d'Zufuhr | Siemens | Däitschland |
| 6 | Haaptmotor | Siemens | Däitschland |
| 7 | Gitterlineal | FAGOR | Spuenien |
| 8 | Spindel | Kenturn | Taiwan, China |
| 9 | Hydraulescht Ventil | ATOS | Italien |
| 10 | Uelegpompel | Justmark | Taiwan, China |
| 11 | Automatescht Schmiersystem | BIJUR | USA |
| 12 | Killpompel | Fengchao Pompelen | China |
| 13 | Knäppchen, Indikatorluucht an aner wichteg elektresch Komponenten | Schneider | Frankräich |
| 14 | TRéckgabefall | GTP | Taiwan, China |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 

