







PP1213A PP1009S CNC hydraulesch Héichgeschwindegkeets-Stanzmaschinn fir Camionsbalken




| NEE. | Artikel | Parameter | ||
| PP1213A | PP1009S | |||
| 1 | Stanzkraaft | 1200KN | 1000KN | |
| 2 | MaximalPlackGréisst | 800×3500 800×7000mm(Sekundär Positionéierung) | ||
| 3 | TellerDécktberäich | 4~12mm | 4~12mm | |
| 4 | Statioun Punch | Modulnummer | 13mm | 9mm(uewen 5, ënnen 4) |
| Maximalen Duerchmiesser vum Stempel | φ60 | φ50 | ||
| 5 | Gréisst vum Stanzen(mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ22,φ30,φ34,φ36,φ45,φ50,φ60 (E Set Matrizen mat enger Plackendicke vun 8 mm) | φ9,φ11,φ13,φ15,φ17,φ21,φ25,φ30,φ35 (inklusiv engem Set vun Düsen mat enger Plackendicke vun 8)mm) | |
| 6 | Zuel vun de Schléipro Minutt | 〉42 | <42 | |
| 7 | KrichssäitAusmooss | <2mm | <25 | |
| 8 | Zuel vun de Klammeren | 3 | ||
| 9 | Systemdrock | Hhéijen Drock | 24 MPa | |
| Lniddregen Drock | 6 MPa | |||
| 10 | Air-Drock | 0,5 MPa | ||
| 11 | Motorleistung vun der hydraulescher Pompel | 22 kW | ||
| 12 | X-Achs Servomotorleistung | 5kW | ||
| 13 | Y-Achs Servomotorleistung | 5kW | ||
| 14 | Gesamtkapazitéit | 55kVA | ||

1. D'Maschinnebett vun der Maschinn fir schwéier Laaschten benotzt eng héichwäerteg Schweessstruktur fir Stolplacken. Nom Schweessen gëtt d'Uewerfläch ugestrach, fir d'Uewerflächenqualitéit an d'Rostschutzbeständegkeet vun der Stolplacke ze verbesseren. D'Schweessdeeler vum Dréibankbett gi mat Hëtzt gealtert, fir d'Schweessspannung maximal ze eliminéieren.

2. D'Maschinn huet zwou CNC-Achsen: d'x-Achs ass déi lénks a riets Bewegung vun der Klemm, d'y-Achs ass déi viischt an hënnescht Bewegung vun der Klemm, an déi héichsteif CNC-Aarbechtsbank garantéiert d'Zouverlässegkeet an d'Genauegkeet vun der Zufuhr.
3. D'X.Y-Undriffswelle benotzt eng Präzisiounskugelschraube fir d'Genauegkeet vum Transmissiounsprozess ze garantéieren.
4. X- an Y-Achsen benotzen präzis linear Führungsschinnen, mat grousser Laascht, héijer Präzisioun, laanger Liewensdauer vun de Führungsschinnen, a kënnen eng héich Präzisioun vun der Maschinn fir eng laang Zäit erhalen.
5. D'Undriffsmotore vun der x-Achs an der y-Achs gi vun däitschen AC-Servomotoren ugedriwwen. D'Y-Achs realiséiert e Positiounsfeedback a semi-zougemaachter Schleif.
6. D'Maschinn gëtt duerch d'Kombinatioun vun zentraler Schmierung an dezentraler Schmierung geschmiert, sou datt d'Maschinn all Kéier a guddem Aarbechtszoustand ass.
7. Den CNC-Aarbechtsdësch fir bewegt Material ass direkt um Fundament fixéiert, an den Aarbechtsdësch ass mat enger universeller Förderkugel ausgestatt, déi d'Virdeeler vun engem klenge Widderstand, engem gerénge Kaméidi an einfacher Ënnerhalt huet.
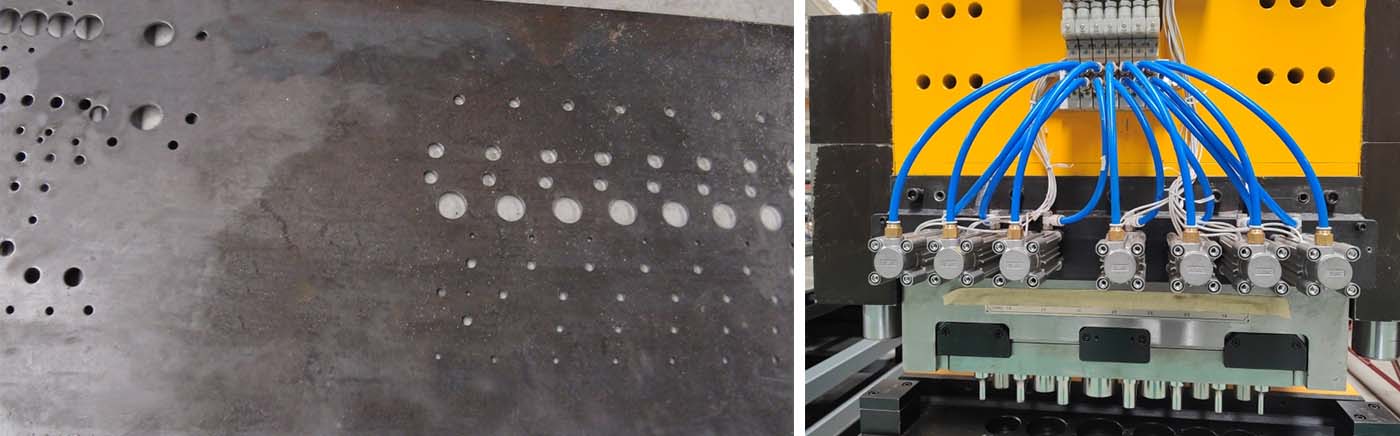
8. D'Positioun vun der Stanzform vun der Maschinn benotzt eng duebelreihig linear Anordnung, an den maximalen Stanzduerchmiesser ass 50 mm. De Kolben vum hydraulesche Zylinder dréit de Gleitblock, deen vun zwou linear Rollführungen no uewen an no ënnen geféiert gëtt, wat eng genee Ausriichtung vun der Form an dem Stanz garantéiert an eng laang Liewensdauer huet. D'Auswiel vun der Positioun vun der Stanzform benotzt d'Aart a Weis, wéi de Këssenblock vum Zylinder gedréckt a gezunn gëtt, wat d'Virdeeler vun engem schnelle Formwiessel, héijer Zouverlässegkeet a praktescher Ënnerhaltung huet.
9. D'Material gëtt vun dräi staarken hydraulesche Klammeren festgeklemmt, déi sech séier beweege kënnen a positionéiere kënnen. D'Klammer kann no de Schwankunge vum Material erop an erof schwiewen. Den Ofstand tëscht de Klammeren kann jee no der Längt vun der Klemmkant vum Material ugepasst ginn.

10. Et huet d'Virdeeler vun enger kuerzer Veraarbechtungszäit, schneller Positionéierung, einfacher Operatioun, manner Buedemfläch an héijer Produktiounseffizienz.
11. D'Interface vum Computer ass op Englesch, wat fir d'Betreiber einfach ze meeschteren ass.
| NO | Numm | Mark | Land |
| 1 | CNC-SystemSystem | Siemens 808D | Däitschland |
| 2 | Servomotor anSErvo-Chauffeur | Siemens / Panasonic | Däitschland/ Japan |
| 3 | Linear Bewegungsguide | HIWIN/PMI | Taiwan, Japan |
| 4 | Kugelschrauf | Ech+F/Noutwenneg | Däitschland |
| 5 | Zylinder | SMC/FESTO | Japan / Däitschland |
| 6 | Festkierperrelais | Weidmüller | Däitschland |
| 7 | Drag Chain | Igus/CPS | Däitschland/ Südkorea |
| 8 | Duebel Lamellpompel | Denison/Albert | USA |
| 9 | Hydraulescht Ventil | ATOS | Italien |
| 10 | Uelegkühler | Tongfei/Laber | China |
| 11 | Uelegschmierapparat | Herg | Japan |
| 12 | Nidderspannungs-Elektrokomponenten | Schneider | Frankräich |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 
Produktkategorien
-

CNC-Schrägmaschin fir H-Träger
-

BHD1207C/3 FINCM CNC-Buermaschinn mat verschiddene Spindelen ...
-

PHD3016&PHD4030 CNC Héichgeschwindegkeetsbuermaschinn...
-

APM0605 CNC Wénkel Stol Stanzmaschinn Schermaschinn
-

BHD Serie CNC Héichgeschwindegkeetsbuermaschinn fir ...
-

PPHD153 Cnc hydraulesch Pressplack Buer- a ...