





PUL14 CNC U-Kanal- a Flaachstang-Stanz- a Schermarkéierungsmaschinn




| Aarbecht MaterialReechwäit | 80x43x5~140x60x8mm(U-Kanal) |
| 40x3-80x8mm(Flaach Bar) | |
| MaterialTyp | Q235 |
| Nennkraaft vum Stanzen | 950KN |
| Maximalen Stanzdurchmesserr | φ26mm(RonnLach) |
| φ22x60mm(OvalLach) | |
| Zuel vun de StanzungenPositiounen | 3 |
| Markéierung vun der nomineller Kraaft | 630KN |
| Zuel vunMarkéierungGruppen | 4 |
| Zuel vunMarkéierungpro Grupp | 10 |
| CharakterGréisst | 14x10x19mm |
| Nominal Schéierkraaft | 750KN(Stolband) |
| 1000KN(Kanal-Stol) | |
| OfschneidenModus | EenzelKlingenschneiden |
| MaximalRéimaterialLängtth | 9m |
| Maximal fäerdegMaterialLängt | 3m |
| Bearbeitungsgenauegkeet | Erfëllt d'Ufuerderunge vun GB / T 2694-2010 |
| Ofkillmodus | Waasserkillung |
| Gesamtleistung vun der Ausrüstung | 33KW |
| Maschinn Dimensiounen | 27x9x2.2m |
| Nettogewiicht | Ongeféier 14Tonnen |
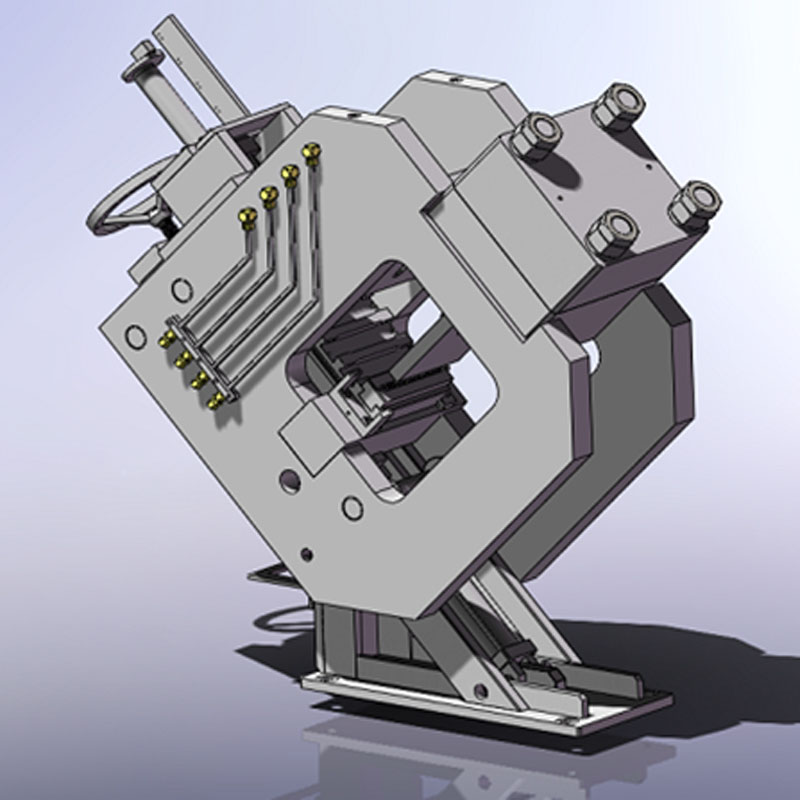
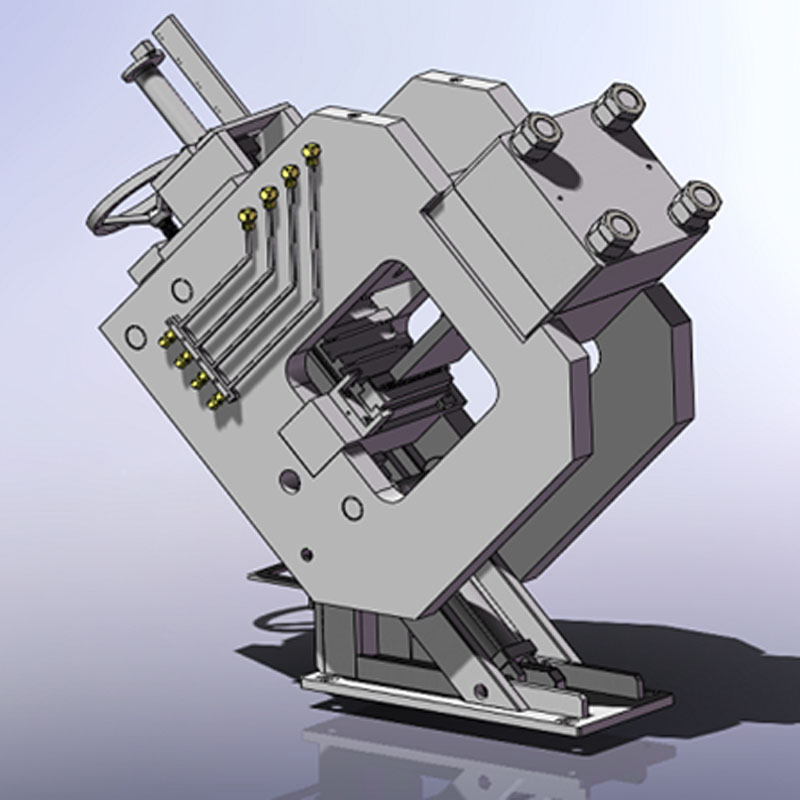
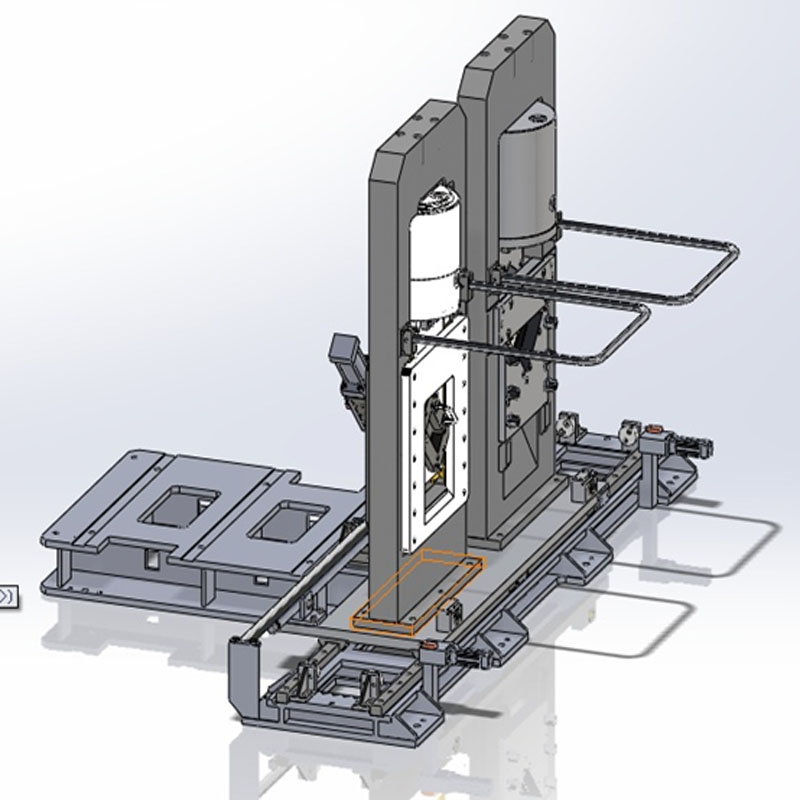
1. Déi Haaptmaschinn besteet aus enger Markéierungseenheet, enger Stanzunitéit an enger Schéierunitéit
① D'Markéierungseenheet huet e zouene Kierper. Mat véier austauschbare Zeechenkassetten kann all Kassett 10 Zeechen ophuelen; Kanalstahlmaterial kann nëmmen um Netz markéiert ginn.
② D'Stanzunitéit huet e zouene Kierper, deen dräi Lächer mat verschiddenen Duerchmiesser (ronnt Lach an ovalt Lach) am Material stänze kann.
③ D'Schéierunitéit besteet aus zwou Schéierapparater: engem flaache Schéierstangen- a Kanalschéier. E Schnëttmechanismus mat enger eenzeger Klingen ass agesat fir e proppere Schnëttsektioun, eng bequem Upassung vum Schnëttlück an e Materialspueren ze garantéieren.
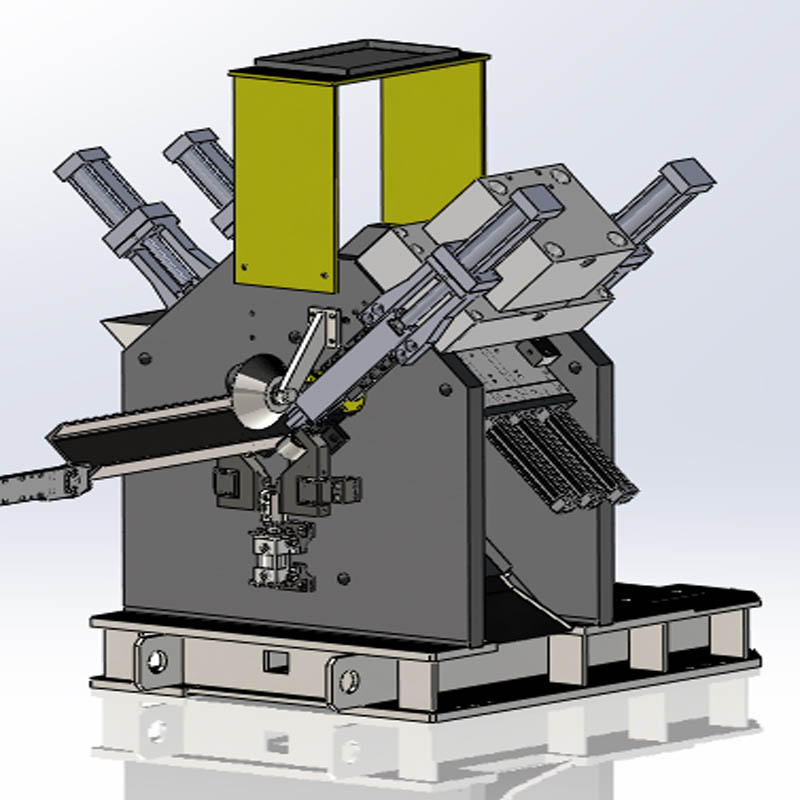
2. D'Material gëtt mat enger pneumatescher Klemm festgeklemmt a beweegt sech séier fir d'Positionéierung. D'Material gëtt vun engem Servomotor an engem Zännrad ugedriwwen, mat héijer Positionéierungsgenauegkeet.
3. De Querförderer besteet aus véier Ketten mat Schaltblöcken an engem Rahmenkierper, an d'Kette gëtt vum Motor iwwer e Reduktiounsgetriebe ugedriwwen.
4. Den Ausgangsförderband besteet aus engem Förderband an engem Zylinder. Nodeems dat fäerdegt Material aus dem Haaptdeel vun der Maschinn erauskënnt, gëtt et gedréit an aus der Produktiounslinn erausgeschéckt.
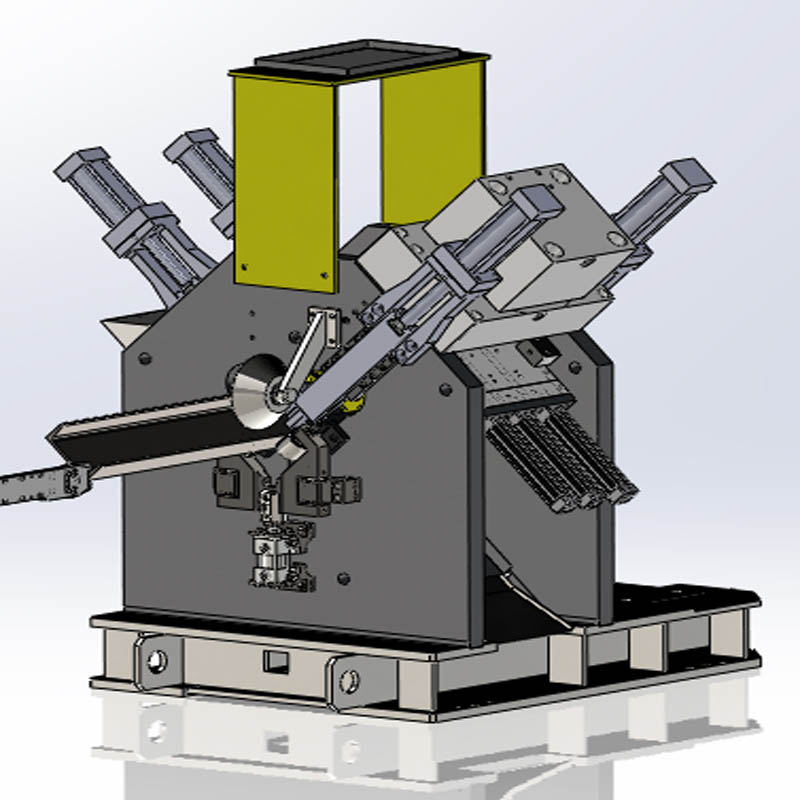
5. D'Maschinn huet dräi CNC-Achsen: d'Bewegung an d'Positionéierung vum Zufuhrwagen an d'Op- an Ofbewegung an d'Positionéierung vun de Stanzwierkzeugen.
6. D'Computerprogramméierung ass einfach a kann d'Materialgrafiken an d'Koordinatengréisst vun der Lachpositioun uweisen, wat praktesch fir d'Inspektioun ass. Déi iewescht Computerverwaltung gëtt adoptéiert, wat d'Späicherung an den Opruff vum Programm staark erliichtert; Grafikanzeige; Fehlerdiagnos a Fernkommunikatioun.
7. Killmodus vum hydraulesche Kraaftpack: Waasserkillung oder Loftkillung (optional).
| NO | Numm | Mark | Land |
| 1 | Wiesselstroum-Servomotor | Delta/Schneider | Taiwan, China / Frankräich |
| 2 | PLC | Yokogawa/ Schneider | Japan / Frankräich |
| 3 | Inputmodul | Yokogawa/ Schneider | Japan / Frankräich |
| 4 | Ausgangsmodul | Yokogawa/ Schneider | Japan / Frankräich |
| 5 | Positionéierungsmodul | Yokogawa/ Schneider | Japan / Frankräich |
| 6 | Kontaktor | Siemens | Däitschland |
| 7 | Motorschalter | Siemens | Däitschland |
| 8 | Ënnerstëtzungskette | Kabel | Däitschland |
| 9 | Elektromagnetescht Entluedungsventil | ATOS | Italien |
| 10 | Entlastungsventil | ATOS | Italien |
| 11 | Elektrohydraulescht Richtungsventil | JUSTMARK | Taiwan, China |
| 12 | Dragplack | AirTAC | Taiwan, China |
| 13 | Loftventil | AirTAC | Taiwan, China |
| 14 | Zylinder | SMC | Japan |
| 15 | Duplex | SMC | Japan |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 

