







Stolstruktur Beam Buer- a Sägekombinatiounsmaschinn Linn




| NO | Artikel | Parameter | ||||||||
| DLS400 | DMS700 | DMS1206A | DMS1250 | |||||||
| 1 | TellerGréisst | H-Träger | WebHéicht | 100mm~400mm | 150~700mm | 150~1250mm | 150~1250mm | |||
| 2 | Flanschbreet | 75mm~300mm | 75~400mm | 75~600mm | ||||||
| 3 | Kanalstahl | Héicht | 126mm~400mm | 150~700mm | 150~1250mm | 126~400mm | ||||
| 4 | Beenbreet | 53mm~104mm | 75~200 mm | 75~300mm | 53~104mm | |||||
| 5 | Mindestdauer vun der automatescher Fütterung | 1500mm | 1500mm | |||||||
| 6 | Maximal Fütterungslängt | 12000mm | 12000mm | |||||||
| 7 | Maximal Gewiicht | 1500 kg | 1500 kg | |||||||
| 8 | Spindel | Zuel vun de Buerkopfstäbchen | 3 | |||||||
| 9 | Zuel vun de Spindelen pro Buerkopfstock | 3 | ||||||||
| 10 | Buerbereich vum Kappstock op béide Säiten | ¢12,5 mm~¢30mm | 12,5~30 mm | |||||||
| 11 | Mëttel Buerbereich | ¢12,5 mm~¢40mm | 12,5~40 mm | |||||||
| 12 | Spindelgeschwindegkeet(RPM) | 180 U/Min~560 U/Min | 20~2000 Ëmdréiungen/Minutt | 180~560 Ëmdréiungen/Minutten | ||||||
| 13 | BuerklemmeingFormulaire | Morse Nr. 4 | ||||||||
| 14 | Axial Zufuhrgeschwindegkeet | 20mm/Minutt-300mm/Minutt | 20~300 mm/Minutt | |||||||
| 15 | CNC-Achs | CNC-FütterungAxis | Servomotorleistung | 4kW | 5kW | 4kW | ||||
| 16 | Maximal Geschwindegkeet | 40m/Minutt | 20m/Minutt | 40 m/Minutt | ||||||
| 17 | Déi iewescht Eenheet beweegt sech horizontal | Servomotorleistung | 1,5 kW | 1,5 kW | ||||||
| 18 | Maximal Geschwindegkeet | 10m/Minutt | 10 m/Minutt | |||||||
| 19 | Fix Säit a mobil Säit beweege sech vertikal | Servomotorleistung | 1,5 kW | 1,5 kW | ||||||
| 20 | Maximal Geschwindegkeet | 10m/Minutt | 10 m/Minutt | |||||||
| 21 | Gréisst vum Host | 4377x1418x2772mm | 6000 × 2100 × 3400 mm | 4377x1418x2772mm | ||||||
| 22 | Gewiicht vum Gaascht | 4300 kg | 7500 kg | 8500 kg | 4300 kg | |||||
| Haapttechnesch Parameter vun der Sägeeenheet: | ||||||||||
| TellerGréisst | Maximal | 500×400 mm | 700 × 400 mm | 1250 × 600 mm | 500×400 mm | |||||
| Minimum | 150 mm × 75 mm | 500x 500mm | 100×75mm | |||||||
| SeeingKlingen | Déckt: 1,3 mm | D: 1,3 mm B: 41 mm | Déckt: 1,6 mm Breet: 67 mm | Déckt: 1,3 mm B: 41mm | ||||||
| Motorleistung | Haaptmotor | 5,5 kW | 7,5 kW | 15 kW | 5,5 kW | |||||
| Hydraulesch | 2,2 kW | 2,2 kW | ||||||||
| Lineargeschwindegkeet vun der Sägeblatt | 20~80 m/Minutt | 20~80 m/Minutt | ||||||||
| Sägeblatt-Schnëttzufuhrgeschwindegkeet | Programmkontroll | |||||||||
| Héicht vun der Aarbechtsdësch | 800 mm | 800 mm | ||||||||
| NO | QUANTITÉIT | DLS400 | DMS700 | DMS1206A | DMS1250 |
| 1 | 1 Set | Rolltisch fir d'Fütterung | Querkanal fir d'Fütterung | Querschnittsbelaaschtung fir d'Fuddermaterial | Rolltisch fir d'Fütterung |
| 2 | 1 Set | Fudderwagen | Fudderstützrollentisch | Zufuhrrollen | Fudderwagen |
| 3 | 1 Set | Dräidimensional CNC-Buermaschinn (SWZ400/9) | Fudderwagen | Fütterungspincher | Dräidimensional CNC-Buermaschinn (SWZ1250C) |
| 4 | 1 Set | Eckbandsägemaschinn (DJ500) | BHD700 / 3 CNC 3D Buermaschinn | Buermaschinn | Eckbandsägemaschinn (DJ1250) |
| 5 | 1 Set | Rolltisch fir d'Entladung | M1250Markéierungsmaschinn | Schneidmaschinn | Rolltisch fir d'Entladung |
| 6 | 1 Set | Elektresch Systemer | DJ700 CNC Wénkelbandsägmaschinn | Ausgangsstützrollen | Elektresch Systemer |
| 7 | 1 Set | Entladungsstützrollentisch | Elektrescht Kontrollsystem | ||
| 8 | 1 Set | Elektrescht System |
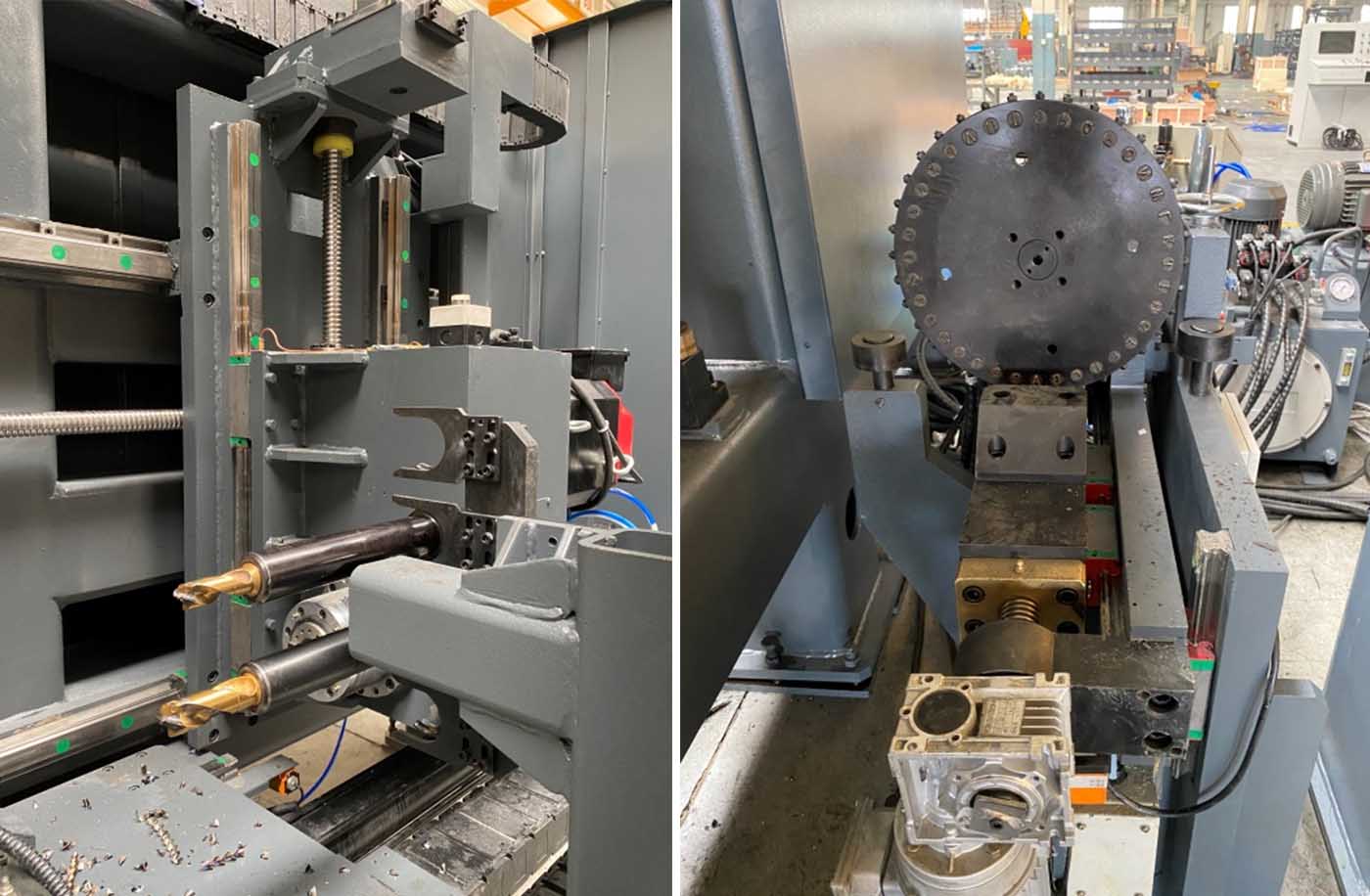
1. Staarke Maschinnerahmenkierper. De Kierper ass aus staarker geschweesster Stolplack a Stolprofil hiergestallt, no enger genuch Wärmebehandlung, mat genuch gudder Steifheet a zimlech zouverléisseger Leeschtung.
2. Héich Aarbechtsgenauegkeet Dräi CNC-Achsen Ganz héich Genauegkeet: Déi zwou Säitespindelen no uewen an no ënnen beweegen sech (déi fix Spindelsäit an déi beweeglech Spindelsäit) an déi horizontal Bewegung op der ieweschter Säit, déi héich Genauegkeet vun allen 3 CNC-Achsen gëtt duerch eng guttqualitativ linear Führungsschinn vun enger bekannter Weltmark + AC-Servomotor + Kugelschrauf garantéiert.

3. Automatesch Miessapparat fir d'Netzhéicht an d'Flanschbreet. Déi automatesch Miessapparatur fir d'Netzhéicht an d'Flanschbreet kann d'Toleranz vum Buerbetrieb kompenséieren, wa se duerch eng onregelméisseg Kontur vum Materialprofil verursaacht gëtt, wat eng méi héich Aarbechtsgenauegkeet garantéiert.
4. Héich Genauegkeet vun der Positioun vum Füttermaterial Et gëtt e photoelektresche Fokusschalter um Fütterungsportal vun der Maschinn, deen séier de Benchmark an der Fütterrichtung kritt, an e kann eng ganz héich Genauegkeet vun der Fütterungpositioun garantéieren, och no engem laange Betrib.

5. Fortgeschratt praktesch elektresch Kontrollsoftware D'Software kann automatesch e Veraarbechtungsprogramm erstellen andeems d'Zeechnung direkt gelies gëtt (mat festgeluechtem Format). De Bedreiwer muss just d'Materialgréisst aginn, ouni komplizéiert Programmer ze benotzen, wat ganz praktesch fir de Betrib vun der Maschinn ass an d'Produktiounseffizienz däitlech verbessert.
| Nee. | Numm | Band | Land |
| 1 | PLC | Onzouverlässegkeet | China |
| 2 | Linear Guiden | HIWIN/CSK | Taiwan |
| 3 | Servomotor | Onzouverlässegkeet | China |
| 4 | Servertreiber | Onzouverlässegkeet | China |
| 5 | Kontrollventil | ATOS | Italien |
| 6 | Hydraulescht Ventil | ATOS/Yuken | Italien |
| 7 | Hydraulesch Pompel | Justmark | Taiwan |
| 8 | Hydraulescht Ventil | Yuken/Justmark | Japan/Taiwan |
| 9 | Linear Guiden | HIWIN/PMI | Taiwan |
| 10 | Bandsägeklinge | WIKUS/Renault | Däitsch/USA |



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 