








TD Serie-1 CNC Buermaschinn fir Kappleitung




| Artikel | Numm | Parameter | ||
| TD0308 | TD0309 | TD0608 | ||
| Dimensioun a Bearbeitungsgenauegkeet vum Sprëtzleiter. | Material vum Kapp | SA106-C,12Cr1MoVG,P91,P92 (Maximal Härkeet beim Spleissschweißen: 350HB | CS - SA 106 Gr. B(Déi maximal Häert bei der Spléckschweiss ass 350HB) | |
| Äusseren Duerchmiesserberäich vum Kapp | φ60-φ350mm | φ100-φ600mm | ||
| Kappzeillängtberäich | 3-8,5m | 3-7,5m | ||
| Kappdeckenberäich | 3-10mm | 15-50mm | ||
| Buerduerchmiesser (eemol geformt) | φ10-φ64mm | ≤φ50mm | ||
| Veraarbechtungsduerchmiesser vum Nesting (eemol geformt) | φ65-φ150mm | |||
| Geriichten Deel l vun der äusserster Lachkant bis zum Enn | ≥100mm | |||
| CNC-Trennkapp | Quantitéit | 2 | 1 | |
| Schwenkgeschwindegkeet | 0-4 U/Min (CNC) | |||
| Vertikal Stréch | ±100mm | ±150mm | ||
| HorizontalSchlaganfall | 500mm | |||
| Vertikal Zufuhrmodus | Zich zéien | |||
| Horizontalen Zufuhrgeschwindegkeetsmodus | Zich zéien | |||
| Buerkapp a säi vertikale Ram | Buerung vun der Spindelkonuslach | BT50 | ||
| Spindel-RPM | 30~3000 Ëmdréiungen/Minutten(Stufenlos verstellbar) | |||
| Z-Schlag vum Buerkapp | Ongeféier 400mm | Ongeféier 500mm | ||
| Buerkopfzug an Y-Richtung | Ongeféier 400mm | |||
| Maximal Beweegungsgeschwindegkeet vum Buerkapp an Z-Richtung | 5000mm/Min | |||
| Maximal Beweegungsgeschwindegkeet vum Buerkapp an Y-Richtung | 8000mm/Min | |||
| Fuermodus | Servomotor + Kugelschrauf | |||
| Portal | Gantry-Undriffsmodus | Servomotor + Zännstaang | ||
| Maximal Streck vun der x-Achs | 9m | |||
| Maximal Beweegungsgeschwindegkeet vun der x-Achs | 8000mm/Min | 10000mm/Min | ||
| aner | Zuel vun CNC-Systemer | 1 Set | ||
| Zuel vun den NC-Achsen | 4 | |||
| Testorganisatioun | 1 Set | |||
| Hëllefspressgerät | 1 Set | |||
| Ënnerstëtzungsapparat | 1 Set | |||
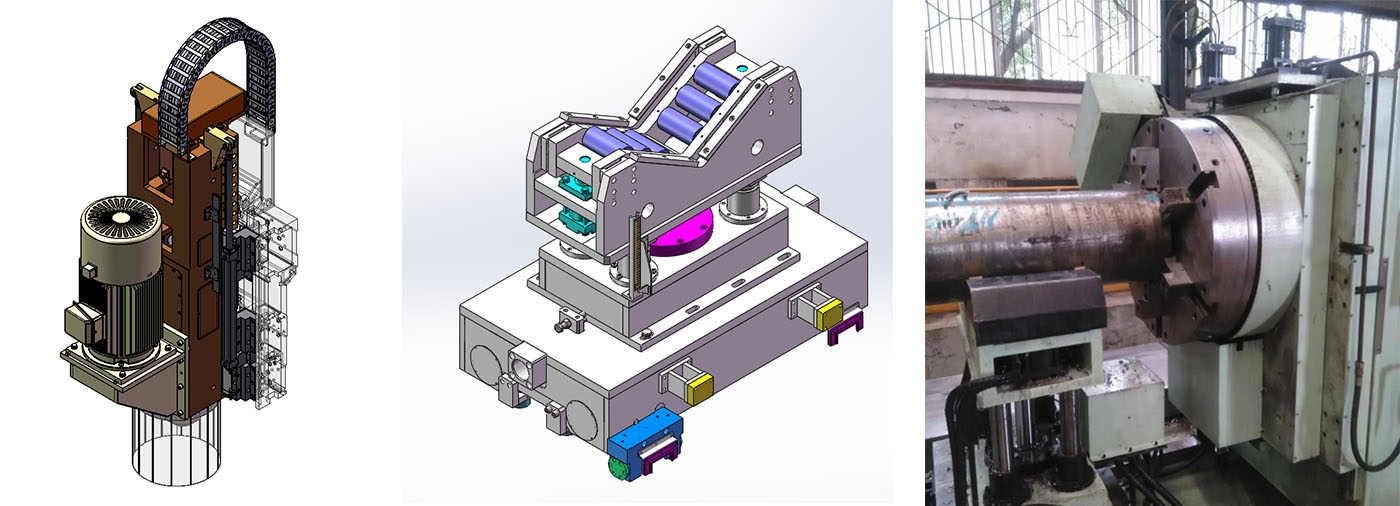
D'Maschinn besteet aus enger Basis, engem Gantry, engem Buerkapp, engem CNC-Trennkapp, engem Hëllefspressvorrichtung, engem Ënnerstëtzungsvorrichtung, engem Werkzeugmagazin, engem Spanentladungs- a Killsystem, engem automatesche Schmier- an hydraulesche System, engem pneumatesche System an engem elektresche System.
a. Buerkapp a vertikale Ram
De Buerkapp gëtt vum Motor mat variabler Frequenz iwwer de Rimm ugedriwwen. De vertikale Ram gëtt vun enger linearer Rollféierung geleet, d'vertikal Zufuhr gëtt vun engem AC-Servomotor ugedriwwen, fir d'Kugelschraubepaar unzedreiwen, an d'Bewegung vun Schnellvir-/Virbeugung-/Stopp-/Verzögerung gëtt erreecht.


b. CNC-Trennkapp
Den CNC-Trennkapp ass op engem Enn vun der Basis vun der Maschinn installéiert, deen no vir an no hannen beweege kann, fir d'Belueden an d'Entlueden vum Kappfach ze erliichteren. Den Indexéierungskopf ass mat engem personaliséierten hydraulesche Spannfutter ausgestatt, deen e Präzisiounsdrehlager mat héijer Transmissiounsgenauegkeet an engem groussen Dréimoment benotzt.

c. Spanentfernung a Killung
D'Rinn ënnert der Basis ass mat engem flaache Ketten-Spantransporter ausgestatt, deen automatesch an den Offallentsuergungsträger um Enn ofgeleet ka ginn. Am Killmëttelbehälter vum Spantransporter ass eng Killpompel virgesinn, déi fir d'extern Ofkillung vum Tool benotzt ka ginn, fir d'Buerleistung an d'Liewensdauer vum Buer ze garantéieren. D'Killmëttel kann recycléiert ginn.

d. Schmiersystem
D'Maschinn benotzt d'Kombinatioun vun engem automatesche Schmiersystem a manueller Schmierung fir all Deeler vun der Maschinn ze schmieren, wat de mühsame manuelle Betrib vermeit an d'Liewensdauer vun all Deel verbessert.
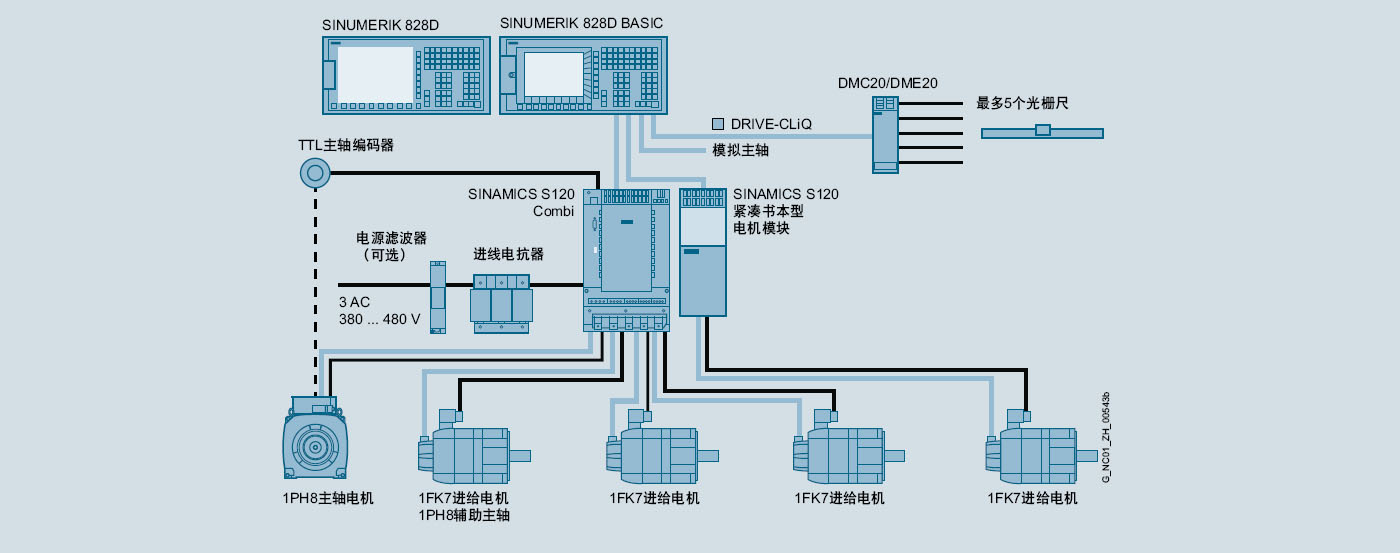
e. Elektrescht Kontrollsystem
Den CNC-System benotzt de Siemens SINUMERIK 828d CNC-System. De SINUMERIK 828d ass e panelbaséiert CNC-System. De System integréiert CNC, PLC, Betribsinterface a Miesskontrollschleif.
| NO. | Numm | Mark | Land |
| 1 | CNC-SystemSystem | Siemens 828D | Däitschland |
| 2 | Servomotor fir d'Führung | Siemens | Däitschland |
| 3 | LInear-Führungsschinn | HIWIN/PMI | Taiwan, China |
| 4 | X-Achs Präzisiounsreduzéierer | ATLANTA | Däitschland |
| 5 | X-Achs Rack-and-Pinion-Paar | ATLANTA | Däitschland |
| 6 | Präzisiounsspindel | Kenturn/Spintech | Taiwan, China |
| 7 | Spindelmotor | SFC | China |
| 8 | Hydraulescht Ventil | ATOS | Italien |
| 9 | Uelegpompel | Justmark | Taiwan, China |
| 10 | Drag Chain | CPS | Korea |
| 11 | Automatescht Schmiersystem | HERG | Japan |
| 12 | Knäppchen, Indikatorluucht an aner wichteg elektresch Komponenten | Schneider | Frankräich |
| 13 | Kugelschrauf | Ech+F/NEFF | Däitschland |
Bemierkung: Déi uewe genannten Komponenten sinn eise Standardliwwerant. Wann de Liwwerant d'Komponenten net liwwere kann, kann en duerch Komponenten vun der selwechter Qualitéit vun enger anerer Mark ersat ginn.



Kuerze Firmenprofil  Fabrécksinformatiounen
Fabrécksinformatiounen  Jährlech Produktiounskapazitéit
Jährlech Produktiounskapazitéit  Handelsfäegkeet
Handelsfäegkeet 
